Deck 11: Strategic Cost Management
Full screen (f)
Question
Question
Question
External Linkages, Activity-Based Customer Costing, and Strategic Decision Making
Moss Manufacturing produces several types of bolts. The products are produced in batches according to customer order. Although there are a variety of bolts, they can be grouped into three product families. The number of units sold is the same for each family. The selling prices for the three families range from $0.50 to $0.80 per unit. Because the product families are used in different kinds of products, customers also can be grouped into three categories, corresponding to the product family they purchase. Historically, the costs of order entry, processing, and handling were expensed and not traced to individual products. These costs are not trivial and totaled $6,300,000 for the most recent year. Furthermore, these costs had been increasing over time. Recently, the company had begun to emphasize a cost reduction strategy; however, any cost reduction decisions had to contribute to the creation of a competitive advantage.
Because of the magnitude and growth of order-filling costs, management decided to explore the causes of these costs. They discovered that order-filling costs were driven by the number of customer orders processed. Further investigation revealed the following cost behavior:
Step-fixed cost component: $70,000 per step; 2,000 orders define a step*
Variable cost component: $28 per order
*Moss currently has sufficient steps to process 100,000 orders.
The expected customer orders for the year total 140,000. The expected usage of the order- filling activity and the average size of an order by product family are as follows:

As a result of the cost behavior analysis, the marketing manager recommended the imposition of a charge per customer order. The president of the company concurred. The charge was implemented by adding the cost per order to the price of each order (computed using the projected ordering costs and expected orders). This ordering cost was then reduced as the size of the order increased and eliminated as the order size reached 2,000 units. (The marketing manager indicated that any penalties imposed for orders greater than this size would lose sales from some of the smaller customers.) Within a short period of communicating this new price information to customers, the average order size for all three product families increased to 2,000 units.
Required:
1. Moss traditionally has expensed order-filling costs (following GAAP guidelines). Under this approach, how much cost is assigned to customers? Do you agree with this practice?
Explain.
2. Consider the following claim: by expensing the order-filling costs, all products were undercosted; furthermore, products ordered in small batches are significantly undercosted.
Explain, with supporting computations where possible. Explain how this analysis also reveals the costs of various customer categories.
3. Calculate the reduction in order-filling costs produced by the change in pricing strategy. (Assume that resource spending is reduced as much as possible and that the total units sold remain unchanged.) Explain how exploiting customer linkages produced this cost reduction. Moss also noticed that other activity costs, such as those for setups, scheduling, and materials handling costs, were reduced significantly as a result of this new policy. Explain this outcome, and discuss its implications.
4. Suppose that one of the customers complains about the new pricing policy. This buyer is a lean, JIT firm that relies on small, frequent orders. In fact, this customer accounted for 30 percent of the Family A orders. How should Moss deal with this customer?
5. One of Moss's goals is to reduce costs so that a competitive advantage might be created. Describe how the management of Moss might use this outcome to help create a competitive advantage.
Moss Manufacturing produces several types of bolts. The products are produced in batches according to customer order. Although there are a variety of bolts, they can be grouped into three product families. The number of units sold is the same for each family. The selling prices for the three families range from $0.50 to $0.80 per unit. Because the product families are used in different kinds of products, customers also can be grouped into three categories, corresponding to the product family they purchase. Historically, the costs of order entry, processing, and handling were expensed and not traced to individual products. These costs are not trivial and totaled $6,300,000 for the most recent year. Furthermore, these costs had been increasing over time. Recently, the company had begun to emphasize a cost reduction strategy; however, any cost reduction decisions had to contribute to the creation of a competitive advantage.
Because of the magnitude and growth of order-filling costs, management decided to explore the causes of these costs. They discovered that order-filling costs were driven by the number of customer orders processed. Further investigation revealed the following cost behavior:
Step-fixed cost component: $70,000 per step; 2,000 orders define a step*
Variable cost component: $28 per order
*Moss currently has sufficient steps to process 100,000 orders.
The expected customer orders for the year total 140,000. The expected usage of the order- filling activity and the average size of an order by product family are as follows:
As a result of the cost behavior analysis, the marketing manager recommended the imposition of a charge per customer order. The president of the company concurred. The charge was implemented by adding the cost per order to the price of each order (computed using the projected ordering costs and expected orders). This ordering cost was then reduced as the size of the order increased and eliminated as the order size reached 2,000 units. (The marketing manager indicated that any penalties imposed for orders greater than this size would lose sales from some of the smaller customers.) Within a short period of communicating this new price information to customers, the average order size for all three product families increased to 2,000 units.
Required:
1. Moss traditionally has expensed order-filling costs (following GAAP guidelines). Under this approach, how much cost is assigned to customers? Do you agree with this practice?
Explain.
2. Consider the following claim: by expensing the order-filling costs, all products were undercosted; furthermore, products ordered in small batches are significantly undercosted.
Explain, with supporting computations where possible. Explain how this analysis also reveals the costs of various customer categories.
3. Calculate the reduction in order-filling costs produced by the change in pricing strategy. (Assume that resource spending is reduced as much as possible and that the total units sold remain unchanged.) Explain how exploiting customer linkages produced this cost reduction. Moss also noticed that other activity costs, such as those for setups, scheduling, and materials handling costs, were reduced significantly as a result of this new policy. Explain this outcome, and discuss its implications.
4. Suppose that one of the customers complains about the new pricing policy. This buyer is a lean, JIT firm that relies on small, frequent orders. In fact, this customer accounted for 30 percent of the Family A orders. How should Moss deal with this customer?
5. One of Moss's goals is to reduce costs so that a competitive advantage might be created. Describe how the management of Moss might use this outcome to help create a competitive advantage.
Question
Question
Question
Internal and External Linkages, Strategic Cost Management
Maxwell Company produces a variety of kitchen appliances, including cooking ranges and dishwashers. Over the past several years, competition has intensified. In order to maintain-and perhaps increase-its market share, Maxwell's management decided that the overall quality of its products had to be increased. Furthermore, costs needed to be reduced so that the selling prices of its products could be reduced. After some investigation, Maxwell concluded that many of its problems could be traced to the unreliability of the parts that were purchased from outside suppliers. Many of these components failed to work as intended, causing performance problems.
Over the years, the company had increased its inspection activity of the final products. If a problem could be detected internally, then it was usually possible to rework the appliance so that the desired performance was achieved. Management also had increased its warranty coverage; warranty work had been increasing over the years.
David Haight, president of Maxwell Company, called a meeting with his executive committee. Lee Linsenmeyer, chief engineer; Kit Applegate, controller; and Jeannie Mitchell, purchasing manager, were all in attendance. How to improve the company's competitive position was the meeting's topic. The conversation of the meeting was recorded as seen on the following page:
DAVID : We need to find a way to improve the quality of our products and at the same time reduce costs. Lee, you said that you have done some research in this area. Would you share your findings?
LEE : As you know, a major source of our quality problems relates to the poor quality of the parts we acquire from the outside. We have a lot of different parts, and this adds to the complexity of the problem. What I thought would be helpful would be to redesign our products so that they can use as many interchangeable parts as possible. This will cut down the number of different parts, make it easier to inspect, and cheaper to repair when it comes to warranty work. My engineering staff has already come up with some new designs that will do this for us.
JEANNIE : I like this idea. It will simplify the purchasing activity significantly. With fewer parts, I can envision some significant savings for my area. Lee has shown me the designs so I know exactly what parts would be needed. I also have a suggestion. We need to embark on a supplier evaluation program. We have too many suppliers. By reducing the number of different parts, we will need fewer suppliers. And we really don't need to use all the suppliers that produce the parts demanded by the new designs. We should pick suppliers that will work with us and provide the quality of parts that we need. I have done some preliminary research and have identified five suppliers that seem willing to work with us and assure us of the quality we need. Lee may need to send some of his engineers into their plants to make sure that they can do what they are claiming.
DAVID : This sounds promising. Kit, can you look over the proposals and their estimates and give us some idea if this approach will save us any money? And if so, how much can we expect to save?
KIT : Actually, I am ahead of the game here. Lee and Jeannie have both been in contact with me and have provided me with some estimates on how these actions would affect different activities. I have prepared a handout that includes an activity table revealing what I think are the key activities affected. I have also assembled some tentative information about activity costs. The table gives the current demand and the expected demand after the changes are implemented. With this information, we should be able to assess the expected cost savings.
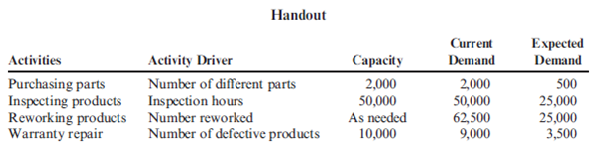
Additionally, the following activity cost data are provided:
Purchasing parts: Variable activity cost: $30 per part number; 20 salaried clerks, each earning a $45,000 annual salary. Each clerk is capable of processing orders associated with 100 part numbers.
Inspecting parts: Twenty-five inspectors, each earning a salary of $40,000 per year. Each inspector is capable of 2,000 hours of inspection.
Reworking products: Variable activity cost: $25 per unit reworked (labor and parts).
Warranty: Twenty repair agents, each paid a salary of $35,000 per year. Each repair agent is capable of repairing 500 units per year. Variable activity costs: $15 per product repaired.
Required:
1. Compute the total savings possible as reflected by Kit's handout. Assume that resource spending is reduced where possible.
2. Explain how redesign and supplier evaluation are linked to the savings computed in Requirement 1. Discuss the importance of recognizing and exploiting internal and external linkages.
3. Identify the organizational and operational activities involved in the strategy being considered by Maxwell Company. What is the relationship between organizational and operational activities?
Maxwell Company produces a variety of kitchen appliances, including cooking ranges and dishwashers. Over the past several years, competition has intensified. In order to maintain-and perhaps increase-its market share, Maxwell's management decided that the overall quality of its products had to be increased. Furthermore, costs needed to be reduced so that the selling prices of its products could be reduced. After some investigation, Maxwell concluded that many of its problems could be traced to the unreliability of the parts that were purchased from outside suppliers. Many of these components failed to work as intended, causing performance problems.
Over the years, the company had increased its inspection activity of the final products. If a problem could be detected internally, then it was usually possible to rework the appliance so that the desired performance was achieved. Management also had increased its warranty coverage; warranty work had been increasing over the years.
David Haight, president of Maxwell Company, called a meeting with his executive committee. Lee Linsenmeyer, chief engineer; Kit Applegate, controller; and Jeannie Mitchell, purchasing manager, were all in attendance. How to improve the company's competitive position was the meeting's topic. The conversation of the meeting was recorded as seen on the following page:
DAVID : We need to find a way to improve the quality of our products and at the same time reduce costs. Lee, you said that you have done some research in this area. Would you share your findings?
LEE : As you know, a major source of our quality problems relates to the poor quality of the parts we acquire from the outside. We have a lot of different parts, and this adds to the complexity of the problem. What I thought would be helpful would be to redesign our products so that they can use as many interchangeable parts as possible. This will cut down the number of different parts, make it easier to inspect, and cheaper to repair when it comes to warranty work. My engineering staff has already come up with some new designs that will do this for us.
JEANNIE : I like this idea. It will simplify the purchasing activity significantly. With fewer parts, I can envision some significant savings for my area. Lee has shown me the designs so I know exactly what parts would be needed. I also have a suggestion. We need to embark on a supplier evaluation program. We have too many suppliers. By reducing the number of different parts, we will need fewer suppliers. And we really don't need to use all the suppliers that produce the parts demanded by the new designs. We should pick suppliers that will work with us and provide the quality of parts that we need. I have done some preliminary research and have identified five suppliers that seem willing to work with us and assure us of the quality we need. Lee may need to send some of his engineers into their plants to make sure that they can do what they are claiming.
DAVID : This sounds promising. Kit, can you look over the proposals and their estimates and give us some idea if this approach will save us any money? And if so, how much can we expect to save?
KIT : Actually, I am ahead of the game here. Lee and Jeannie have both been in contact with me and have provided me with some estimates on how these actions would affect different activities. I have prepared a handout that includes an activity table revealing what I think are the key activities affected. I have also assembled some tentative information about activity costs. The table gives the current demand and the expected demand after the changes are implemented. With this information, we should be able to assess the expected cost savings.
Additionally, the following activity cost data are provided:
Purchasing parts: Variable activity cost: $30 per part number; 20 salaried clerks, each earning a $45,000 annual salary. Each clerk is capable of processing orders associated with 100 part numbers.
Inspecting parts: Twenty-five inspectors, each earning a salary of $40,000 per year. Each inspector is capable of 2,000 hours of inspection.
Reworking products: Variable activity cost: $25 per unit reworked (labor and parts).
Warranty: Twenty repair agents, each paid a salary of $35,000 per year. Each repair agent is capable of repairing 500 units per year. Variable activity costs: $15 per product repaired.
Required:
1. Compute the total savings possible as reflected by Kit's handout. Assume that resource spending is reduced where possible.
2. Explain how redesign and supplier evaluation are linked to the savings computed in Requirement 1. Discuss the importance of recognizing and exploiting internal and external linkages.
3. Identify the organizational and operational activities involved in the strategy being considered by Maxwell Company. What is the relationship between organizational and operational activities?
Question
Question
Question
External Linkages and Strategic Cost Management OBJECTIVE
Pawnee Works makes machine parts for manufacturers of industrial equipment. Over the years, Pawnee has been a steady and reliable supplier of quality parts to medium- and small-machine manufacturers. Michael Murray, owner of Pawnee Works, once again was disappointed in the year-end income statement. Profits had again failed to meet expectations. The performance was particularly puzzling given that the shop was operating at 100 percent capacity and had been for two years-ever since it had landed a Fortune 500 firm as a regular customer. This firm currently supplies 40 percent of the business-a figure that had grown over the two years. Convinced that something was wrong, Michael called Brooke Harker, a partner in a large regional CPA firm. Brooke agreed to look into the matter.
A short time later, Brooke made an appointment to meet with Michael. Their conversation was recorded as follows:
BROOKE : Michael, I think I have pinpointed your problem. I think your main difficulty is poor pricing-you're undercharging your major customer. The firm is getting high-precision machined parts for much less than the cost to you. And I bet that you have been losing some of your smaller customers. You may want to rethink your strategic position. You are a small player in the industrial machine industry. This Fortune 500 customer has 40 percent of the industrial machine market. Over the years, you have carved out a good reputation among small- and medium-size manufacturers. Right?
MICHAEL : Well, you're right. Over the years, our customers have not been giants. But we saw this business with the Fortune 500 company as an opportunity to play in the big leagues. We thought it might mean the opportunity to expand the size of our operation. And we have expanded-at least we have added employees and some specialized engineering equipment. My engineering and programming costs have skyrocketed-resource increases we needed, though, to meet the specs of this larger customer. Profits have increased slightly, but nothing like I expected. You're also right about losing some of our smaller customers. Many have complained that the price of their jobs has increased. They have all indicated that they like the work we do and that we are conveniently located, but they argue that they simply cannot afford to keep paying the price we require. The small customers we have kept are also complaining and threatening to go elsewhere. I doubt we'll be able to hold onto their business for much longer-unless a change is made. So far, though, the business we have lost has been replaced with more orders from our large customer. I expect we could do even more business for the large customer. But how can the large buyer be getting the great deal you've described? It has the same markup as our regular jobs-full manufacturing cost plus 25 percent.
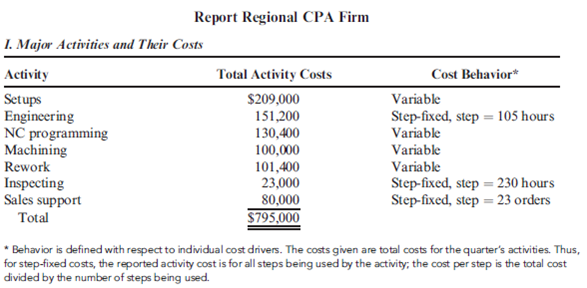
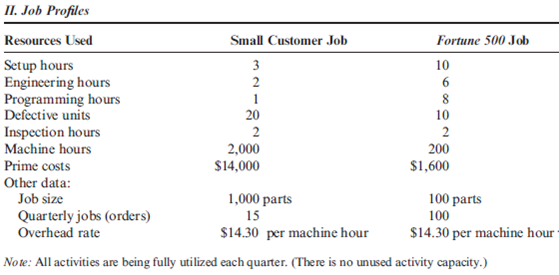
BROOKE : I have prepared a report illustrating the total overhead costs for a typical quarter.
This report details your major activities and their associated costs. It also provides a comparison of a typical job for your small customers and the typical job for your large customer. Part of the problem is that your accounting system does not react to certain external events. It fails to show the effect of the large customer's activities on your activities and those that relate to your other customers. Given that you assign overhead costs using machine hours, I think you'll find it quite revealing.
MICHAEL : I'll have my controller examine the report for me. You know, if you are right about underpricing the large customer, I have a big problem. I'm not sure that I can increase the price of the parts without losing this big guy's business. After all, it can go to a dozen machine shops like mine and get the work done. A price increase may not work. Then I'd be faced with the loss of 40 percent of my jobs. I suppose, though, that I might be able to regain most of the business with the small customers. In fact, I am positive that we could get most of that business back. I wonder if that's what I ought to do.
Required:
1. Without any calculation, explain why the machining company is losing money. Discuss the strategic insights provided by knowledge of activities, their costs, and customer linkages. Comment on the observation made by Brooke that the current accounting system fails to reflect external events. What changes would be needed to correct this deficiency (if true)?
2. Compute the unit price currently being charged each customer type (using machine hours to assign overhead costs).
3. Compute the unit price that would be charged each customer assuming that overhead is assigned using an ABC approach. Was the CPA right? Is the large customer paying less than the cost of producing the unit? How is this conclusion affected if the sales support activity is traced to jobs? (Use orders-jobs-as the cost driver.)
4. Compute the quarterly profit that is currently being earned and the amount that would be earned if Pawnee Works sold only to small customers (a small customer strategy). For the second income statement, use ABC for cost assignments. For the second income statement, the large customer is replaced with 10 smaller customers with the same characteristics as the 15 currently buying parts from Pawnee. Assume that any opportunities to reduce resource spending and usage will be reflected in the profit associated with a small customer strategy. Also, only the cost of activity usage is assigned to jobs. Any cost of unused activity is reported as a separate item on the income statement. Report sales support as a period expense.
5. What change in strategy would you recommend? In making this recommendation, consider the firm's value-chain framework.
Pawnee Works makes machine parts for manufacturers of industrial equipment. Over the years, Pawnee has been a steady and reliable supplier of quality parts to medium- and small-machine manufacturers. Michael Murray, owner of Pawnee Works, once again was disappointed in the year-end income statement. Profits had again failed to meet expectations. The performance was particularly puzzling given that the shop was operating at 100 percent capacity and had been for two years-ever since it had landed a Fortune 500 firm as a regular customer. This firm currently supplies 40 percent of the business-a figure that had grown over the two years. Convinced that something was wrong, Michael called Brooke Harker, a partner in a large regional CPA firm. Brooke agreed to look into the matter.
A short time later, Brooke made an appointment to meet with Michael. Their conversation was recorded as follows:
BROOKE : Michael, I think I have pinpointed your problem. I think your main difficulty is poor pricing-you're undercharging your major customer. The firm is getting high-precision machined parts for much less than the cost to you. And I bet that you have been losing some of your smaller customers. You may want to rethink your strategic position. You are a small player in the industrial machine industry. This Fortune 500 customer has 40 percent of the industrial machine market. Over the years, you have carved out a good reputation among small- and medium-size manufacturers. Right?
MICHAEL : Well, you're right. Over the years, our customers have not been giants. But we saw this business with the Fortune 500 company as an opportunity to play in the big leagues. We thought it might mean the opportunity to expand the size of our operation. And we have expanded-at least we have added employees and some specialized engineering equipment. My engineering and programming costs have skyrocketed-resource increases we needed, though, to meet the specs of this larger customer. Profits have increased slightly, but nothing like I expected. You're also right about losing some of our smaller customers. Many have complained that the price of their jobs has increased. They have all indicated that they like the work we do and that we are conveniently located, but they argue that they simply cannot afford to keep paying the price we require. The small customers we have kept are also complaining and threatening to go elsewhere. I doubt we'll be able to hold onto their business for much longer-unless a change is made. So far, though, the business we have lost has been replaced with more orders from our large customer. I expect we could do even more business for the large customer. But how can the large buyer be getting the great deal you've described? It has the same markup as our regular jobs-full manufacturing cost plus 25 percent.
BROOKE : I have prepared a report illustrating the total overhead costs for a typical quarter.
This report details your major activities and their associated costs. It also provides a comparison of a typical job for your small customers and the typical job for your large customer. Part of the problem is that your accounting system does not react to certain external events. It fails to show the effect of the large customer's activities on your activities and those that relate to your other customers. Given that you assign overhead costs using machine hours, I think you'll find it quite revealing.
MICHAEL : I'll have my controller examine the report for me. You know, if you are right about underpricing the large customer, I have a big problem. I'm not sure that I can increase the price of the parts without losing this big guy's business. After all, it can go to a dozen machine shops like mine and get the work done. A price increase may not work. Then I'd be faced with the loss of 40 percent of my jobs. I suppose, though, that I might be able to regain most of the business with the small customers. In fact, I am positive that we could get most of that business back. I wonder if that's what I ought to do.
Required:
1. Without any calculation, explain why the machining company is losing money. Discuss the strategic insights provided by knowledge of activities, their costs, and customer linkages. Comment on the observation made by Brooke that the current accounting system fails to reflect external events. What changes would be needed to correct this deficiency (if true)?
2. Compute the unit price currently being charged each customer type (using machine hours to assign overhead costs).
3. Compute the unit price that would be charged each customer assuming that overhead is assigned using an ABC approach. Was the CPA right? Is the large customer paying less than the cost of producing the unit? How is this conclusion affected if the sales support activity is traced to jobs? (Use orders-jobs-as the cost driver.)
4. Compute the quarterly profit that is currently being earned and the amount that would be earned if Pawnee Works sold only to small customers (a small customer strategy). For the second income statement, use ABC for cost assignments. For the second income statement, the large customer is replaced with 10 smaller customers with the same characteristics as the 15 currently buying parts from Pawnee. Assume that any opportunities to reduce resource spending and usage will be reflected in the profit associated with a small customer strategy. Also, only the cost of activity usage is assigned to jobs. Any cost of unused activity is reported as a separate item on the income statement. Report sales support as a period expense.
5. What change in strategy would you recommend? In making this recommendation, consider the firm's value-chain framework.
Question
Question
JIT Features and Product Costing Accuracy
Prior to installing a JIT system, Barker Company, a producer of automobile parts, used maintenance hours to assign maintenance costs to its three products (wheels, brake pads, and ball bearings). The maintenance costs totaled $5,880,000 per year. The maintenance hours used by each product and the quantity of each product produced are as follows:
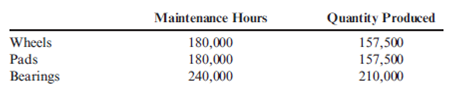
After installing JIT, three manufacturing cells were created, and cell workers were trained to perform preventive maintenance and minor repairs. A full-time maintenance person was also assigned to each cell. Maintenance costs for the three cells still totaled $5,880,000; however, these costs are now traceable to each cell as follows:

Required:
1. Compute the pre-JIT maintenance cost per unit for each product.
2. Compute the maintenance cost per unit for each product after installing JIT.
3. Explain why the JIT maintenance cost per unit is more accurate than the pre-JIT cost.
Prior to installing a JIT system, Barker Company, a producer of automobile parts, used maintenance hours to assign maintenance costs to its three products (wheels, brake pads, and ball bearings). The maintenance costs totaled $5,880,000 per year. The maintenance hours used by each product and the quantity of each product produced are as follows:
After installing JIT, three manufacturing cells were created, and cell workers were trained to perform preventive maintenance and minor repairs. A full-time maintenance person was also assigned to each cell. Maintenance costs for the three cells still totaled $5,880,000; however, these costs are now traceable to each cell as follows:
Required:
1. Compute the pre-JIT maintenance cost per unit for each product.
2. Compute the maintenance cost per unit for each product after installing JIT.
3. Explain why the JIT maintenance cost per unit is more accurate than the pre-JIT cost.
Question
Question
Question
Question
Life-Cycle Cost Management
Jolene Askew, manager of Feagan Company, has committed her company to a strategically sound cost reduction program. Emphasizing life-cycle cost management is a major part of this effort. Jolene is convinced that production costs can be reduced by paying more attention to the relationships between design and manufacturing. Design engineers need to know what causes manufacturing costs. She instructed her controller to develop a manufacturing cost formula for a newly proposed product. Marketing had already projected sales of 25,000 units for the new product. (The life cycle was estimated to be 18 months. The company expected to have 50 percent of the market and priced its product to achieve this goal.) The projected selling price was $20 per unit. The following cost formula was developed:
Y = $200,000 + $10 X 1
where

Upon seeing the cost formula, Jolene quickly calculated the projected gross profit to be $50,000. This produced a gross profit of $2 per unit, well below the targeted gross profit of $4 per unit. Jolene then sent a memo to the Engineering Department, instructing them to search for a new design that would lower the costs of production by at least $50,000 so that the target profit could be met.
Within two days, the Engineering Department proposed a new design that would reduce unit-variable cost from $10 per machine hour to $8 per machine hour (Design Z). The chief engineer, upon reviewing the design, questioned the validity of the controller's cost formula. He suggested a more careful assessment of the proposed design's effect on activities other than machining. Based on this suggestion, the following revised cost formula was developed. This cost formula reflected the cost relationships of the most recent design (Design Z).
Y = $140,000 + $8 X 1 + $5,000 X 2 + $2,000 X 3
where
X 1 = Machine hours
X 2 = Number of batches
X 3 = Number of engineering change orders
Based on scheduling and inventory considerations, the product would be produced in batches of 1,000; thus, 25 batches would be needed over the product's life cycle. Furthermore, based on past experience, the product would likely generate about 20 engineering change orders.
This new insight into the linkage of the product with its underlying activities led to a different design (Design W). This second design also lowered the unit-level cost by $2 per unit but decreased the number of design support requirements from 20 orders to 10 orders. Attention was also given to the setup activity, and the design engineer assigned to the product created a design that reduced setup time and lowered variable setup costs from $5,000 to $3,000 per setup. Furthermore, Design W also creates excess activity capacity for the setup activity, and resource spending for setup activity capacity can be decreased by $40,000, reducing the fixed cost component in the equation by this amount.
Design W was recommended and accepted. As prototypes of the design were tested, an additional benefit emerged. Based on test results, the post-purchase costs dropped from an estimated $0.70 per unit sold to $0.40 per unit sold. Using this information, the Marketing Department revised the projected market share upward from 50 percent to 60 percent (with no price decrease).
Required:
1. Calculate the expected gross profit per unit for Design Z using the controller's original cost formula. According to this outcome, does Design Z reach the targeted unit profit? Repeat, using the engineer's revised cost formula. Explain why Design Z failed to meet the targeted profit. What does this say about the use of unit-based costing for life-cycle cost management?
2. Calculate the expected profit per unit using Design W. Comment on the value of activity information for life-cycle cost management.
3. The benefit of the post-purchase cost reduction of Design W was discovered in testing. What direct benefit did it create for Feagan Company (in dollars)? Reducing post-purchase costs was not a specific design objective. Should it have been? Are there any other design objectives that should have been considered?
Jolene Askew, manager of Feagan Company, has committed her company to a strategically sound cost reduction program. Emphasizing life-cycle cost management is a major part of this effort. Jolene is convinced that production costs can be reduced by paying more attention to the relationships between design and manufacturing. Design engineers need to know what causes manufacturing costs. She instructed her controller to develop a manufacturing cost formula for a newly proposed product. Marketing had already projected sales of 25,000 units for the new product. (The life cycle was estimated to be 18 months. The company expected to have 50 percent of the market and priced its product to achieve this goal.) The projected selling price was $20 per unit. The following cost formula was developed:
Y = $200,000 + $10 X 1
where
Upon seeing the cost formula, Jolene quickly calculated the projected gross profit to be $50,000. This produced a gross profit of $2 per unit, well below the targeted gross profit of $4 per unit. Jolene then sent a memo to the Engineering Department, instructing them to search for a new design that would lower the costs of production by at least $50,000 so that the target profit could be met.
Within two days, the Engineering Department proposed a new design that would reduce unit-variable cost from $10 per machine hour to $8 per machine hour (Design Z). The chief engineer, upon reviewing the design, questioned the validity of the controller's cost formula. He suggested a more careful assessment of the proposed design's effect on activities other than machining. Based on this suggestion, the following revised cost formula was developed. This cost formula reflected the cost relationships of the most recent design (Design Z).
Y = $140,000 + $8 X 1 + $5,000 X 2 + $2,000 X 3
where
X 1 = Machine hours
X 2 = Number of batches
X 3 = Number of engineering change orders
Based on scheduling and inventory considerations, the product would be produced in batches of 1,000; thus, 25 batches would be needed over the product's life cycle. Furthermore, based on past experience, the product would likely generate about 20 engineering change orders.
This new insight into the linkage of the product with its underlying activities led to a different design (Design W). This second design also lowered the unit-level cost by $2 per unit but decreased the number of design support requirements from 20 orders to 10 orders. Attention was also given to the setup activity, and the design engineer assigned to the product created a design that reduced setup time and lowered variable setup costs from $5,000 to $3,000 per setup. Furthermore, Design W also creates excess activity capacity for the setup activity, and resource spending for setup activity capacity can be decreased by $40,000, reducing the fixed cost component in the equation by this amount.
Design W was recommended and accepted. As prototypes of the design were tested, an additional benefit emerged. Based on test results, the post-purchase costs dropped from an estimated $0.70 per unit sold to $0.40 per unit sold. Using this information, the Marketing Department revised the projected market share upward from 50 percent to 60 percent (with no price decrease).
Required:
1. Calculate the expected gross profit per unit for Design Z using the controller's original cost formula. According to this outcome, does Design Z reach the targeted unit profit? Repeat, using the engineer's revised cost formula. Explain why Design Z failed to meet the targeted profit. What does this say about the use of unit-based costing for life-cycle cost management?
2. Calculate the expected profit per unit using Design W. Comment on the value of activity information for life-cycle cost management.
3. The benefit of the post-purchase cost reduction of Design W was discovered in testing. What direct benefit did it create for Feagan Company (in dollars)? Reducing post-purchase costs was not a specific design objective. Should it have been? Are there any other design objectives that should have been considered?
Question
Question
Backflush versus Traditional Costing: Variation 1
Potter Company has installed a JIT purchasing and manufacturing system and is using backflush accounting for its cost flows. It currently uses a two-trigger approach with the purchase of materials as the first trigger point and the completion of goods as the second trigger point. During the month of June, Potter had the following transactions:
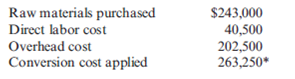
* $40,500 labor plus $222,750 overhead.
There were no beginning or ending inventories. All goods produced were sold with a 60 percent markup. Any variance is closed to Cost of Goods Sold. (Variances are recognized monthly.)
Required:
1. Prepare the journal entries that would have been made using a traditional accounting approach for cost flows.
2. Prepare the journal entries for the month using backflush costing.
Potter Company has installed a JIT purchasing and manufacturing system and is using backflush accounting for its cost flows. It currently uses a two-trigger approach with the purchase of materials as the first trigger point and the completion of goods as the second trigger point. During the month of June, Potter had the following transactions:
* $40,500 labor plus $222,750 overhead.
There were no beginning or ending inventories. All goods produced were sold with a 60 percent markup. Any variance is closed to Cost of Goods Sold. (Variances are recognized monthly.)
Required:
1. Prepare the journal entries that would have been made using a traditional accounting approach for cost flows.
2. Prepare the journal entries for the month using backflush costing.
Question
JIT, Traceability of Costs, Product Costing Accuracy, JIT Effects on Cost Accounting Systems
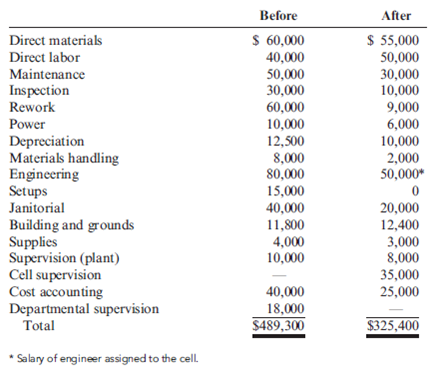
Homer Manufacturing produces different models of 22-calibre rifles. The manufacturing costs assigned to its economy model rifle before and after installing JIT are given in the following table. Cell workers do all maintenance and are also responsible for moving materials, cell janitorial work, and inspecting products. Janitorial work outside the cells is still handled by the Janitorial Department.
In both the pre- and post-JIT setting, 10,000 units of the economy model are manufactured. In the JIT setting, manufacturing cells are used to produce each product. The management of Homer Manufacturing reported a significant decrease in manufacturing costs for all of its rifles after JIT was installed. It also reported less inventory-related costs and a significant decrease in lead times. Accounting costs also decreased because Homer switched from a job-order costing system to a process-costing system.
Required:
1. Compute the unit cost of the product before and after JIT.
2. Explain why the JIT unit cost is more accurate. Also explain what JIT features may have produced a decrease in production costs. Use as many specific cost items as possible to illustrate your explanation.
3. Explain why Homer Manufacturing switched from a job-order costing system to a process- costing system after JIT was implemented.
4. Classify the costs in the JIT environment according to how they are assigned to the cell: direct tracing, driver tracing, or allocation. Which cost assignment method is most common? What does this imply regarding product-costing accuracy?
Homer Manufacturing produces different models of 22-calibre rifles. The manufacturing costs assigned to its economy model rifle before and after installing JIT are given in the following table. Cell workers do all maintenance and are also responsible for moving materials, cell janitorial work, and inspecting products. Janitorial work outside the cells is still handled by the Janitorial Department.
In both the pre- and post-JIT setting, 10,000 units of the economy model are manufactured. In the JIT setting, manufacturing cells are used to produce each product. The management of Homer Manufacturing reported a significant decrease in manufacturing costs for all of its rifles after JIT was installed. It also reported less inventory-related costs and a significant decrease in lead times. Accounting costs also decreased because Homer switched from a job-order costing system to a process-costing system.
Required:
1. Compute the unit cost of the product before and after JIT.
2. Explain why the JIT unit cost is more accurate. Also explain what JIT features may have produced a decrease in production costs. Use as many specific cost items as possible to illustrate your explanation.
3. Explain why Homer Manufacturing switched from a job-order costing system to a process- costing system after JIT was implemented.
4. Classify the costs in the JIT environment according to how they are assigned to the cell: direct tracing, driver tracing, or allocation. Which cost assignment method is most common? What does this imply regarding product-costing accuracy?
Question
Question
Question
JIT and Product Costing
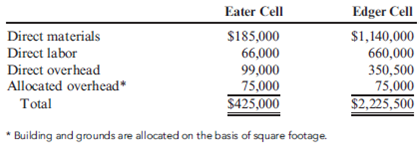
Mott Company recently implemented a JIT manufacturing system. After one year of operation, Heidi Burrows, president of the company, wanted to compare product cost under the JIT system with product cost under the old system. Mott's two products are weed eaters and lawn edgers. The unit prime costs under the old system are as follows:

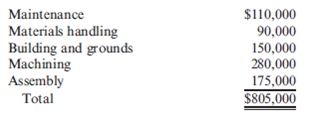
Under the old manufacturing system, the company operated three service centers and two production departments. Overhead was applied using departmental overhead rates. The direct overhead costs associated with each department for the year preceding the installation of JIT are as follows:
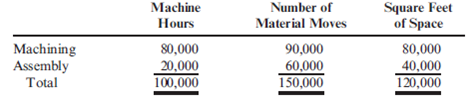
Under the old system, the overhead costs of the service departments were allocated directly to the producing departments and then to the products passing through them. (Both products passed through each producing department.) The overhead rate for the Machining Department was based on machine hours, and the overhead rate for assembly was based on direct labor hours. During the last year of operations for the old system, the Machining Department used 80,000 machine hours, and the Assembly Department used 20,000 direct labor hours. Each weed eater required 1.0 machine hour in Machining and 0.25 direct labor hour in Assembly. Each lawn edger required 2.0 machine hours in Machining and 0.5 hour in Assembly. Bases for allocation of the service costs are as follows:
Upon implementing JIT, a manufacturing cell for each product was created to replace the departmental structure. Each cell occupied 40,000 square feet. Maintenance and materials handling were both decentralized to the cell level. Essentially, cell workers were trained to operate the machines in each cell, assemble the components, maintain the machines, and move the partially completed units from one point to the next within the cell. During the first year of the JIT system, the company produced and sold 20,000 weed eaters and 30,000 lawn edgers. This output was identical to that for the last year of operations under the old system. The following costs have been assigned to the manufacturing cells:
Required:
1. Compute the unit cost for each product under the old manufacturing system.
2. Compute the unit cost for each product under the JIT system.
3. Which of the unit costs is more accurate? Explain. Include in your explanation a discussion of how the computational approaches differ.
4. Calculate the decrease in overhead costs under JIT, and provide some possible reasons that explain the decrease.
Mott Company recently implemented a JIT manufacturing system. After one year of operation, Heidi Burrows, president of the company, wanted to compare product cost under the JIT system with product cost under the old system. Mott's two products are weed eaters and lawn edgers. The unit prime costs under the old system are as follows:
Under the old manufacturing system, the company operated three service centers and two production departments. Overhead was applied using departmental overhead rates. The direct overhead costs associated with each department for the year preceding the installation of JIT are as follows:
Under the old system, the overhead costs of the service departments were allocated directly to the producing departments and then to the products passing through them. (Both products passed through each producing department.) The overhead rate for the Machining Department was based on machine hours, and the overhead rate for assembly was based on direct labor hours. During the last year of operations for the old system, the Machining Department used 80,000 machine hours, and the Assembly Department used 20,000 direct labor hours. Each weed eater required 1.0 machine hour in Machining and 0.25 direct labor hour in Assembly. Each lawn edger required 2.0 machine hours in Machining and 0.5 hour in Assembly. Bases for allocation of the service costs are as follows:
Upon implementing JIT, a manufacturing cell for each product was created to replace the departmental structure. Each cell occupied 40,000 square feet. Maintenance and materials handling were both decentralized to the cell level. Essentially, cell workers were trained to operate the machines in each cell, assemble the components, maintain the machines, and move the partially completed units from one point to the next within the cell. During the first year of the JIT system, the company produced and sold 20,000 weed eaters and 30,000 lawn edgers. This output was identical to that for the last year of operations under the old system. The following costs have been assigned to the manufacturing cells:
Required:
1. Compute the unit cost for each product under the old manufacturing system.
2. Compute the unit cost for each product under the JIT system.
3. Which of the unit costs is more accurate? Explain. Include in your explanation a discussion of how the computational approaches differ.
4. Calculate the decrease in overhead costs under JIT, and provide some possible reasons that explain the decrease.
Question
Question
Question
Backflush Costing, Conversion Rate
Southward Company has implemented a JIT flexible manufacturing system. John Richins, controller of the company, has decided to reduce the accounting requirements given the expectation of lower inventories. For one thing, he has decided to treat direct labor cost as a part of overhead and to discontinue the detailed direct labor accounting of the past. The company has created two manufacturing cells, each capable of producing a family of products: the radiator cell and the water pump cell. The output of both cells is sold to a sister division and to customers who use the radiators and water pumps for repair activity. Product-level overhead costs outside the cells are assigned to each cell using appropriate drivers. Facility-level costs are allocated to each cell on the basis of square footage. The budgeted direct labor and overhead costs are as follows:
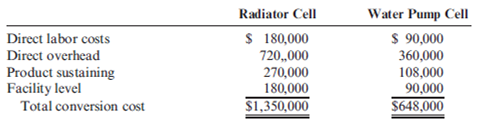
The predetermined conversion cost rate is based on available production hours in each cell. The radiator cell has 45,000 hours available for production, and the water pump cell has 27,000 hours. Conversion costs are applied to the units produced by multiplying the conversion rate by the actual time required to produce the units. The radiator cell produced 81,000 units, taking 0.5 hour to produce one unit of product (on average). The water pump cell produced 90,000 units, taking 0.25 hour to produce one unit of product (on average).
Other actual results for the year are as follows:

All units produced were sold. Any conversion cost variance is closed to Cost of Goods Sold.
Required:
1. Calculate the predetermined conversion cost rates for each cell.
2. Prepare journal entries using backflush accounting. Assume two trigger points, with completion of goods as the second trigger point.
3. Repeat Requirement 2, assuming that the second trigger point is the sale of the goods.
4. Explain why there is no need to have a work-in-process inventory account.
5. Two variants of backflush costing were presented in which each used two trigger points, with the second trigger point differing. Suppose that the only trigger point for recognizing manufacturing costs occurs when the goods are sold. How would the entries be listed here? When would this backflush variant be considered appropriate?
Southward Company has implemented a JIT flexible manufacturing system. John Richins, controller of the company, has decided to reduce the accounting requirements given the expectation of lower inventories. For one thing, he has decided to treat direct labor cost as a part of overhead and to discontinue the detailed direct labor accounting of the past. The company has created two manufacturing cells, each capable of producing a family of products: the radiator cell and the water pump cell. The output of both cells is sold to a sister division and to customers who use the radiators and water pumps for repair activity. Product-level overhead costs outside the cells are assigned to each cell using appropriate drivers. Facility-level costs are allocated to each cell on the basis of square footage. The budgeted direct labor and overhead costs are as follows:
The predetermined conversion cost rate is based on available production hours in each cell. The radiator cell has 45,000 hours available for production, and the water pump cell has 27,000 hours. Conversion costs are applied to the units produced by multiplying the conversion rate by the actual time required to produce the units. The radiator cell produced 81,000 units, taking 0.5 hour to produce one unit of product (on average). The water pump cell produced 90,000 units, taking 0.25 hour to produce one unit of product (on average).
Other actual results for the year are as follows:
All units produced were sold. Any conversion cost variance is closed to Cost of Goods Sold.
Required:
1. Calculate the predetermined conversion cost rates for each cell.
2. Prepare journal entries using backflush accounting. Assume two trigger points, with completion of goods as the second trigger point.
3. Repeat Requirement 2, assuming that the second trigger point is the sale of the goods.
4. Explain why there is no need to have a work-in-process inventory account.
5. Two variants of backflush costing were presented in which each used two trigger points, with the second trigger point differing. Suppose that the only trigger point for recognizing manufacturing costs occurs when the goods are sold. How would the entries be listed here? When would this backflush variant be considered appropriate?
Question
Exploiting Internal Linkages
Woodruff Company is currently producing a snowmobile that uses five specialized parts. Engineering has proposed replacing these specialized parts with commodity parts, which will cost less and can be purchased in larger order quantities. Current activity capacity and demand (with specialized parts required) and expected activity demand (with only commodity parts required) are provided.

Additionally, the following activity cost data are provided:
Material usage : $20 per specialized part used; $16 per commodity part; no fixed activity cost. Installing parts : $14 per direct labor hour; no fixed activity cost. Purchasing parts: Four salaried clerks, each earning a $45,000 annual salary; each clerk is capable of processing 5,000 purchase orders. Variable activity costs: $0.80 per purchase order processed for forms, postage, etc.
Required:
1. Calculate the cost reduction produced by using commodity parts instead of specialized parts.
2. Suppose that 50,000 units are being produced and sold for $8,800 per unit and that the price per unit will be reduced by the per-unit savings. What is the new price for the configured product?
3. What if the expected activity demand for purchase orders was 8,500? How would this affect the answers to Requirements 1 and 2?
Woodruff Company is currently producing a snowmobile that uses five specialized parts. Engineering has proposed replacing these specialized parts with commodity parts, which will cost less and can be purchased in larger order quantities. Current activity capacity and demand (with specialized parts required) and expected activity demand (with only commodity parts required) are provided.
Additionally, the following activity cost data are provided:
Material usage : $20 per specialized part used; $16 per commodity part; no fixed activity cost. Installing parts : $14 per direct labor hour; no fixed activity cost. Purchasing parts: Four salaried clerks, each earning a $45,000 annual salary; each clerk is capable of processing 5,000 purchase orders. Variable activity costs: $0.80 per purchase order processed for forms, postage, etc.
Required:
1. Calculate the cost reduction produced by using commodity parts instead of specialized parts.
2. Suppose that 50,000 units are being produced and sold for $8,800 per unit and that the price per unit will be reduced by the per-unit savings. What is the new price for the configured product?
3. What if the expected activity demand for purchase orders was 8,500? How would this affect the answers to Requirements 1 and 2?
Question
Question
Cost Assignment and JIT
Bunker Company produces two types of glucose monitors (basic and advanced). Both pass through two producing departments: Fabrication and Assembly. Bunker also has an Inspection Department that is responsible for testing monitors to ensure that they perform within prespecified tolerance ranges (a sampling procedure is used). Budgeted data for the three departments are as follows:

In the Fabrication Department, the basic model requires 0.5 hour of direct labor and the advanced model requires 1.0 hour. In the Assembly Department, the basic model requires 0.7 hour of direct labor and the advanced model requires 1.25 hours. There are 45,000 basic units produced and 24,000 advanced units.
Immediately after preparing the budgeted data, a consultant suggests that two manufacturing cells be created: one for the manufacture of the basic model and the other for the manufacture of the advanced model. Raw materials would be delivered to each cell, and goods would be shipped immediately to customers upon completion. Workers within each cell would also be trained to perform monitor testing. The total direct overhead costs estimated for each cell would be $228,000 for the basic cell and $720,000 for the advanced cell.
Required:
1. Allocate the inspection costs to each department, and compute the overhead cost per unit for each monitor. (Overhead rates use direct labor hours.)
2. Compute the overhead cost per unit if manufacturing cells are created. Which unit overhead cost do you think is more accurate-the one computed with a departmental structure, or the one computed using a cell structure? Explain.
3. Note that the total overhead costs for the cell structure are lower. Explain why.
Bunker Company produces two types of glucose monitors (basic and advanced). Both pass through two producing departments: Fabrication and Assembly. Bunker also has an Inspection Department that is responsible for testing monitors to ensure that they perform within prespecified tolerance ranges (a sampling procedure is used). Budgeted data for the three departments are as follows:
In the Fabrication Department, the basic model requires 0.5 hour of direct labor and the advanced model requires 1.0 hour. In the Assembly Department, the basic model requires 0.7 hour of direct labor and the advanced model requires 1.25 hours. There are 45,000 basic units produced and 24,000 advanced units.
Immediately after preparing the budgeted data, a consultant suggests that two manufacturing cells be created: one for the manufacture of the basic model and the other for the manufacture of the advanced model. Raw materials would be delivered to each cell, and goods would be shipped immediately to customers upon completion. Workers within each cell would also be trained to perform monitor testing. The total direct overhead costs estimated for each cell would be $228,000 for the basic cell and $720,000 for the advanced cell.
Required:
1. Allocate the inspection costs to each department, and compute the overhead cost per unit for each monitor. (Overhead rates use direct labor hours.)
2. Compute the overhead cost per unit if manufacturing cells are created. Which unit overhead cost do you think is more accurate-the one computed with a departmental structure, or the one computed using a cell structure? Explain.
3. Note that the total overhead costs for the cell structure are lower. Explain why.
Question
JIT, Creation of Manufacturing Cells, Behavioral Considerations, Impact on Costing Practices
Reddy Heaters, Inc., produces insert heaters that can be used for various applications, ranging from coffeepots to submarines. Because of the wide variety of insert heaters produced, Reddy uses a job-order costing system. Product lines are differentiated by the size of the heater. In the early stages of the company's history, sales were strong and profits steadily increased. In recent years, however, profits have been declining, and the company has been losing market share. Alarmed by the deteriorating financial position of the company, President Doug Young requested a special study to identify the problems. Sheri Butler, the head of the Internal Audit Department, was put in charge of the study. After two months of investigation, Sheri was ready to report her findings.
SHERI : Doug, I think we have some real concerns that need to be addressed. Production is down, employee morale is low, and the number of defective units that we have to scrap is way up. In fact, over the past several years, our scrap rate has increased from 9 percent to 15 percent of total production. And scrap is expensive. We don't detect defective units until the end of the process. By that time, we lose everything. The nature of the product simply doesn't permit rework.
DOUG : I have a feeling that the increased scrap rate is related to the morale problem you've encountered. Do you have any feel for why morale is low?
SHERI : I get the feeling that boredom is a factor. Many employees don't feel challenged by their work. Also, with the decline in performance, they are receiving more pressure from their supervisors, which simply aggravates the problem.
DOUG : What other problems have you detected?
SHERI : Well, much of our market share has been lost to foreign competitors. The time it takes us to process an order, from time of receipt to delivery, has increased from 20 to 30 days. Some of the customers we have lost have switched to Japanese suppliers, from whom they receive heaters in less than 15 days. Added to this delay in our delivery is an increase in the number of complaints about poorly performing heaters. Our quality has definitely taken a nosedive over the past several years.
DOUG : It's amazing that it has taken us this long to spot these problems. It's incredible to me that the Japanese can deliver a part faster than we can, even in our more efficient days. I wonder what their secret is.
SHERI : I investigated that very issue. It appears that they can produce and deliver their heaters rapidly because they use a JIT purchasing and manufacturing system.
DOUG : Can we use this system to increase our competitive ability?
SHERI : I think so, but we'll need to hire a consultant to tell us how to do it. Also, it might be a good idea to try it out on only one of our major product lines. I suggest the small heater line. It is having the most problems and has been showing a loss for the past two years. If JIT can restore this line to a competitive mode, then it'll work for the other lines as well.
Within a week, Reddy Heaters hired the services of a large CPA firm. The firm sent Kim Burnham, one of its managers, to do the initial background work. After spending some time at the plant, Kim wrote up the following description of the small heater production process:
The various departments are scattered throughout the factory. Labor is specialized and trained to operate the machines in the respective departments. Additionally, the company has a centralized stores area that provides the raw materials for production, a centralized Maintenance Department that has responsibility for maintaining all production equipment, and a group of laborers responsible for moving the partially completed units from department to department.
Under the current method ofproduction, small heaters pass through several departments, where each department has a collection of similar machines. The first department cuts a metal pipe into one of three lengths: three, four, or five inches long. The cut pipe is then taken to the Laser Department, where the part number is printed on the pipe. In a second department, ceramic cylinders-cut to smaller lengths than the pipe-are wrapped with a fine wire (using a wrapping machine). The pipe and the wrapped ceramic cylinders are then taken to the Welding Department, where the wrapped ceramic cylinders are placed inside the pipe, centered, and filled with a substance that prevents electricity from reaching the metal pipe. Finally, the ends of the pipe are welded shut with two wire leads protruding from one end. This completed heater is then transferred to the Testing Department, which uses special equipment to see if the heater functions properly.
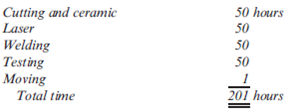
The small heaters are produced in batches of 300. It takes 50 hours to cut 300 metal pipes and prepare 300 ceramic cylinders (1/6 hour per unit, both processes occurring at the same time). After 50 hours of production time, the 300 metal pipes are transported to the Laser Department (20 minutes transport time), and the 300 ceramic cylinders are transported to the Welding Department (20 minutes transport time). In the Laser Department, it takes 50 hours to imprint the part number (1/6 hour per pipe). The 300 metal pipes are then transported to the Welding Department. In the Welding Department, the ceramic and metal pipes are joined and welded. The welding process takes 50 hours (1/6 hour per pipe). Finally, the 300 units are transported (20 minutes) to the Testing Department. Each unit requires 1/6 hour for testing, or a total of 50 hours for the 300 units. From start to finish, the total production time for the 300 units is as follows:
Notice that Laser must wait 50 hours before it can begin imprinting. Similarly, Welding must wait 100 hours before it can begin working on the batch, and finally, Testing must wait 150 hours before it can begin working on the batch.
Based on the information gathered, Kim estimated that the production time for 300 units could be cut from 201 hours to about 50 hours by creating a small heater manufacturing cell.
Required:
1. One of the first actions taken by Reddy Heaters was to organize a manufacturing cell for the small heater line. Describe how you would organize the manufacturing cell. How does it differ from the traditional arrangement? Will any training costs be associated with the transition to JIT? Explain.
2. Explain, with computational support, how the production time for 300 units can be reduced to about 50 hours. If this is a true reduction in production time, what implications does it have for Reddy's competitive position?
3. Describe the organizational and operational activities that must be managed to bring about the reduction in production time. What are the cost drivers associated with these activities? For operational drivers, indicate the expected effect on activity costs.
4. Initially, the employees resented the change to JIT. After a small period of time, however, morale improved significantly. Explain why the change to JIT increased employee morale.
5. Within a few months, Reddy was able to offer a lower price for its small heaters. Additionally, the number of complaints about the performance of the small heaters declined sharply. By the end of the second year, the product line was reporting profits greater than had ever been achieved. Discuss the JIT features that may have made the lower price and higher profits possible.
6. Within a year of the JIT installation, Reddy's controller remarked, "We have a much better idea than ever before of what it is costing us to produce these small insert heaters." Offer some justification for the controller's statement.
7. Discuss the impact that JIT has on other management accounting practices.
Reddy Heaters, Inc., produces insert heaters that can be used for various applications, ranging from coffeepots to submarines. Because of the wide variety of insert heaters produced, Reddy uses a job-order costing system. Product lines are differentiated by the size of the heater. In the early stages of the company's history, sales were strong and profits steadily increased. In recent years, however, profits have been declining, and the company has been losing market share. Alarmed by the deteriorating financial position of the company, President Doug Young requested a special study to identify the problems. Sheri Butler, the head of the Internal Audit Department, was put in charge of the study. After two months of investigation, Sheri was ready to report her findings.
SHERI : Doug, I think we have some real concerns that need to be addressed. Production is down, employee morale is low, and the number of defective units that we have to scrap is way up. In fact, over the past several years, our scrap rate has increased from 9 percent to 15 percent of total production. And scrap is expensive. We don't detect defective units until the end of the process. By that time, we lose everything. The nature of the product simply doesn't permit rework.
DOUG : I have a feeling that the increased scrap rate is related to the morale problem you've encountered. Do you have any feel for why morale is low?
SHERI : I get the feeling that boredom is a factor. Many employees don't feel challenged by their work. Also, with the decline in performance, they are receiving more pressure from their supervisors, which simply aggravates the problem.
DOUG : What other problems have you detected?
SHERI : Well, much of our market share has been lost to foreign competitors. The time it takes us to process an order, from time of receipt to delivery, has increased from 20 to 30 days. Some of the customers we have lost have switched to Japanese suppliers, from whom they receive heaters in less than 15 days. Added to this delay in our delivery is an increase in the number of complaints about poorly performing heaters. Our quality has definitely taken a nosedive over the past several years.
DOUG : It's amazing that it has taken us this long to spot these problems. It's incredible to me that the Japanese can deliver a part faster than we can, even in our more efficient days. I wonder what their secret is.
SHERI : I investigated that very issue. It appears that they can produce and deliver their heaters rapidly because they use a JIT purchasing and manufacturing system.
DOUG : Can we use this system to increase our competitive ability?
SHERI : I think so, but we'll need to hire a consultant to tell us how to do it. Also, it might be a good idea to try it out on only one of our major product lines. I suggest the small heater line. It is having the most problems and has been showing a loss for the past two years. If JIT can restore this line to a competitive mode, then it'll work for the other lines as well.
Within a week, Reddy Heaters hired the services of a large CPA firm. The firm sent Kim Burnham, one of its managers, to do the initial background work. After spending some time at the plant, Kim wrote up the following description of the small heater production process:
The various departments are scattered throughout the factory. Labor is specialized and trained to operate the machines in the respective departments. Additionally, the company has a centralized stores area that provides the raw materials for production, a centralized Maintenance Department that has responsibility for maintaining all production equipment, and a group of laborers responsible for moving the partially completed units from department to department.
Under the current method ofproduction, small heaters pass through several departments, where each department has a collection of similar machines. The first department cuts a metal pipe into one of three lengths: three, four, or five inches long. The cut pipe is then taken to the Laser Department, where the part number is printed on the pipe. In a second department, ceramic cylinders-cut to smaller lengths than the pipe-are wrapped with a fine wire (using a wrapping machine). The pipe and the wrapped ceramic cylinders are then taken to the Welding Department, where the wrapped ceramic cylinders are placed inside the pipe, centered, and filled with a substance that prevents electricity from reaching the metal pipe. Finally, the ends of the pipe are welded shut with two wire leads protruding from one end. This completed heater is then transferred to the Testing Department, which uses special equipment to see if the heater functions properly.
The small heaters are produced in batches of 300. It takes 50 hours to cut 300 metal pipes and prepare 300 ceramic cylinders (1/6 hour per unit, both processes occurring at the same time). After 50 hours of production time, the 300 metal pipes are transported to the Laser Department (20 minutes transport time), and the 300 ceramic cylinders are transported to the Welding Department (20 minutes transport time). In the Laser Department, it takes 50 hours to imprint the part number (1/6 hour per pipe). The 300 metal pipes are then transported to the Welding Department. In the Welding Department, the ceramic and metal pipes are joined and welded. The welding process takes 50 hours (1/6 hour per pipe). Finally, the 300 units are transported (20 minutes) to the Testing Department. Each unit requires 1/6 hour for testing, or a total of 50 hours for the 300 units. From start to finish, the total production time for the 300 units is as follows:
Notice that Laser must wait 50 hours before it can begin imprinting. Similarly, Welding must wait 100 hours before it can begin working on the batch, and finally, Testing must wait 150 hours before it can begin working on the batch.
Based on the information gathered, Kim estimated that the production time for 300 units could be cut from 201 hours to about 50 hours by creating a small heater manufacturing cell.
Required:
1. One of the first actions taken by Reddy Heaters was to organize a manufacturing cell for the small heater line. Describe how you would organize the manufacturing cell. How does it differ from the traditional arrangement? Will any training costs be associated with the transition to JIT? Explain.
2. Explain, with computational support, how the production time for 300 units can be reduced to about 50 hours. If this is a true reduction in production time, what implications does it have for Reddy's competitive position?
3. Describe the organizational and operational activities that must be managed to bring about the reduction in production time. What are the cost drivers associated with these activities? For operational drivers, indicate the expected effect on activity costs.
4. Initially, the employees resented the change to JIT. After a small period of time, however, morale improved significantly. Explain why the change to JIT increased employee morale.
5. Within a few months, Reddy was able to offer a lower price for its small heaters. Additionally, the number of complaints about the performance of the small heaters declined sharply. By the end of the second year, the product line was reporting profits greater than had ever been achieved. Discuss the JIT features that may have made the lower price and higher profits possible.
6. Within a year of the JIT installation, Reddy's controller remarked, "We have a much better idea than ever before of what it is costing us to produce these small insert heaters." Offer some justification for the controller's statement.
7. Discuss the impact that JIT has on other management accounting practices.
Question
Question
Operational and Organizational Activities
McConkie Company has decided to pursue a cost leadership strategy. This decision is prompted, in part, by increased competition from foreign firms. McConkie's management is confident that costs can be reduced by more efficient management of the firm's operational activities. Improving operational activity efficiency, however, often requires some strategic changes in organizational activities. McConkie currently uses a very traditional manufacturing approach. Plants are organized along departmental lines. Management follows a typical pyramid structure. Labor is specialized and located in departments. Quality management follows a conventional acceptable quality level approach. (Batches of products are accepted if the number of defective units is below some predetermined level.) Materials are purchased from a large number of suppliers, and sizable inventories of materials, work in process, and finished goods are maintained. The company produces many different products that use a variety of different parts, many of which are purchased from suppliers.
Required:
Given this brief description of the firm and its setting, for each of the following operational activities and their associated drivers, suggest some strategic changes in organizational activities (and drivers) that might reduce the cost of performing the indicated operational activity. Explain your reasoning.
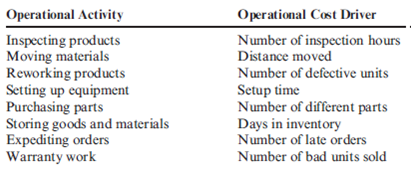
McConkie Company has decided to pursue a cost leadership strategy. This decision is prompted, in part, by increased competition from foreign firms. McConkie's management is confident that costs can be reduced by more efficient management of the firm's operational activities. Improving operational activity efficiency, however, often requires some strategic changes in organizational activities. McConkie currently uses a very traditional manufacturing approach. Plants are organized along departmental lines. Management follows a typical pyramid structure. Labor is specialized and located in departments. Quality management follows a conventional acceptable quality level approach. (Batches of products are accepted if the number of defective units is below some predetermined level.) Materials are purchased from a large number of suppliers, and sizable inventories of materials, work in process, and finished goods are maintained. The company produces many different products that use a variety of different parts, many of which are purchased from suppliers.
Required:
Given this brief description of the firm and its setting, for each of the following operational activities and their associated drivers, suggest some strategic changes in organizational activities (and drivers) that might reduce the cost of performing the indicated operational activity. Explain your reasoning.
Question
Question
Activity-Based Supplier Costing
Ventana Company is a car window repair and replacement company operating in the after-sales market. Ventana's purchasing manager uses two suppliers (Jones Glass and Claro Glass) for the source of its passenger car windows. Data relating to side windows (Side) and windshields (WS) are given on the next page.
I. Activity Costs
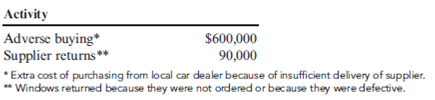
II. Supplier Data
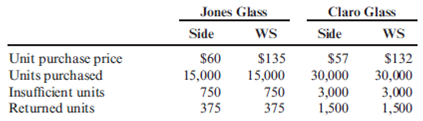
Required:
1. Calculate the activity rates for assigning costs to suppliers.
2. Calculate the total unit purchasing cost for each component for each supplier.
3. What if the quantity of side windows that can be purchased is limited to 15,000 units from Jones and 45,000 units from Claro? There is no limit from either source for windshields. Based on cost, what purchasing mix should be chosen? What problem does this create? What else might you suggest if you were the manager of Ventana?
Ventana Company is a car window repair and replacement company operating in the after-sales market. Ventana's purchasing manager uses two suppliers (Jones Glass and Claro Glass) for the source of its passenger car windows. Data relating to side windows (Side) and windshields (WS) are given on the next page.
I. Activity Costs
II. Supplier Data
Required:
1. Calculate the activity rates for assigning costs to suppliers.
2. Calculate the total unit purchasing cost for each component for each supplier.
3. What if the quantity of side windows that can be purchased is limited to 15,000 units from Jones and 45,000 units from Claro? There is no limit from either source for windshields. Based on cost, what purchasing mix should be chosen? What problem does this create? What else might you suggest if you were the manager of Ventana?
Question
Question
Question
Question
External Linkages, Activity-Based Supplier Costing
Jackson, Inc., manufactures motorcycles. Jackson produces all the components necessary for the production of the cycles except for one (a carburetor). This component is purchased from two local suppliers: Harvey Parts and Curtis, Inc. Harvey sells the component for $64 per unit, while Curtis sells the same component for $57. Because of the lower price, Jackson purchases 75 percent of its components from Curtis. Jackson purchases the remaining 25 percent from Harvey to ensure an alternative source. The total annual demand is 160,000 carburetors.
Harvey's sales manager is pushing Jackson to purchase more of its units, arguing that its component is of much higher quality and so should prove to be less costly than Curtis's lowerquality component. Harvey has sufficient capacity to supply all the carburetors needed and is asking for a long-term contract. With a five-year contract for 120,000 or more units, Harvey will sell the component for $60 per unit with a contractual provision for an annual product-specific inflationary adjustment. Jackson's purchasing manager is intrigued by the offer and wonders if the higher-quality carburetor actually does cost less than the lower-quality Curtis carburetor. To help assess the cost effect of the two products, the following data were collected for qualityrelated activities and suppliers:
I. Activity data:
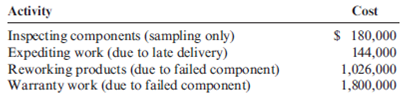
II. Supplier data:
Required:
1. Calculate the cost per component for each supplier, taking into consideration the costs of the quality-related activities and using the current prices and sales volume. Given this information, what do you think the purchasing manager ought to do? Explain.
2. Suppose the Quality Control Department estimates that the company loses $3,300,000 in sales per year because of the reputation effect of defective units attributable to failed components. What information would you like to have to assign this cost to each supplier? Suppose that you had to assign the cost of lost sales to each supplier using one of the drivers already listed. Which would you choose? Using this driver, calculate the change in the cost of the Curtis carburetor attributable to lost sales.
Jackson, Inc., manufactures motorcycles. Jackson produces all the components necessary for the production of the cycles except for one (a carburetor). This component is purchased from two local suppliers: Harvey Parts and Curtis, Inc. Harvey sells the component for $64 per unit, while Curtis sells the same component for $57. Because of the lower price, Jackson purchases 75 percent of its components from Curtis. Jackson purchases the remaining 25 percent from Harvey to ensure an alternative source. The total annual demand is 160,000 carburetors.
Harvey's sales manager is pushing Jackson to purchase more of its units, arguing that its component is of much higher quality and so should prove to be less costly than Curtis's lowerquality component. Harvey has sufficient capacity to supply all the carburetors needed and is asking for a long-term contract. With a five-year contract for 120,000 or more units, Harvey will sell the component for $60 per unit with a contractual provision for an annual product-specific inflationary adjustment. Jackson's purchasing manager is intrigued by the offer and wonders if the higher-quality carburetor actually does cost less than the lower-quality Curtis carburetor. To help assess the cost effect of the two products, the following data were collected for qualityrelated activities and suppliers:
I. Activity data:
II. Supplier data:
Required:
1. Calculate the cost per component for each supplier, taking into consideration the costs of the quality-related activities and using the current prices and sales volume. Given this information, what do you think the purchasing manager ought to do? Explain.
2. Suppose the Quality Control Department estimates that the company loses $3,300,000 in sales per year because of the reputation effect of defective units attributable to failed components. What information would you like to have to assign this cost to each supplier? Suppose that you had to assign the cost of lost sales to each supplier using one of the drivers already listed. Which would you choose? Using this driver, calculate the change in the cost of the Curtis carburetor attributable to lost sales.
Question
Question
Activity-Based Customer Costing
Deeds Company sells custom-made machine parts to industrial equipment manufacturers by bidding cost plus 40 percent, where cost is defined as manufacturing cost plus order processing cost. There are two types of customers: those who place small, frequent orders and those who place larger, less frequent orders. Cost and sales information by customer category is provided below.
![Activity-Based Customer Costing Deeds Company sells custom-made machine parts to industrial equipment manufacturers by bidding cost plus 40 percent, where cost is defined as manufacturing cost plus order processing cost. There are two types of customers: those who place small, frequent orders and those who place larger, less frequent orders. Cost and sales information by customer category is provided below. Order-filling capacity is purchased in steps (order-processing clerks) of 1,000, each step costing $40,000; variable order-filling activity costs are $30 per order. The activity capacity is 39,000 orders; thus, the total order-filling cost is $2,715,000 [(39 steps × $40,000) þ ($30 × 38,500)]. Current practice allocates ordering cost in proportion to the units purchased. Deeds recently lost a bid for 100 units. (The per-unit bid price was $2 per unit more than the winning bid.) The manager of Deeds was worried that this was a recurring trend for the larger orders. (Other large orders had been lost with similar margins of loss.) No such problem was taking place for the smaller orders; the company rarely lost bids on smaller orders. Required: 1. Calculate the unit bid price offered to Deeds's customers assuming that order-filling cost is allocated to each customer category in proportion to units sold. 2. Assume that a newly implemented ABC system concludes that the number of orders placed is the best cost driver for the order-filling activity. Assign order-filling costs using this driver to each customer type and then calculate the new unit bid price for each customer type. Using this new price, would Deeds have won the bid for the 100 units recently lost? 3. What if Deeds offers a discount for orders of 35 units or more to the frequently ordering customers? Assume that all the frequently ordering customers can and do take advantage of this offer at the minimum level possible. Can Deeds offer the original price from Requirement 1 to the frequently ordering customers and not decrease its profitability?<div style=padding-top: 35px>](https://d2lvgg3v3hfg70.cloudfront.net/SM1592/11eb7449_c4b8_0189_a720_79e0a5d21507_SM1592_00.jpg)
Order-filling capacity is purchased in steps (order-processing clerks) of 1,000, each step costing $40,000; variable order-filling activity costs are $30 per order. The activity capacity is 39,000 orders; thus, the total order-filling cost is $2,715,000 [(39 steps × $40,000) þ ($30 × 38,500)]. Current practice allocates ordering cost in proportion to the units purchased.
Deeds recently lost a bid for 100 units. (The per-unit bid price was $2 per unit more than the winning bid.) The manager of Deeds was worried that this was a recurring trend for the larger orders. (Other large orders had been lost with similar margins of loss.) No such problem was taking place for the smaller orders; the company rarely lost bids on smaller orders.
Required:
1. Calculate the unit bid price offered to Deeds's customers assuming that order-filling cost is allocated to each customer category in proportion to units sold.
2. Assume that a newly implemented ABC system concludes that the number of orders placed is the best cost driver for the order-filling activity. Assign order-filling costs using this driver to each customer type and then calculate the new unit bid price for each customer type. Using this new price, would Deeds have won the bid for the 100 units recently lost?
3. What if Deeds offers a discount for orders of 35 units or more to the frequently ordering customers? Assume that all the frequently ordering customers can and do take advantage of this offer at the minimum level possible. Can Deeds offer the original price from Requirement 1 to the frequently ordering customers and not decrease its profitability?
Deeds Company sells custom-made machine parts to industrial equipment manufacturers by bidding cost plus 40 percent, where cost is defined as manufacturing cost plus order processing cost. There are two types of customers: those who place small, frequent orders and those who place larger, less frequent orders. Cost and sales information by customer category is provided below.
Order-filling capacity is purchased in steps (order-processing clerks) of 1,000, each step costing $40,000; variable order-filling activity costs are $30 per order. The activity capacity is 39,000 orders; thus, the total order-filling cost is $2,715,000 [(39 steps × $40,000) þ ($30 × 38,500)]. Current practice allocates ordering cost in proportion to the units purchased.
Deeds recently lost a bid for 100 units. (The per-unit bid price was $2 per unit more than the winning bid.) The manager of Deeds was worried that this was a recurring trend for the larger orders. (Other large orders had been lost with similar margins of loss.) No such problem was taking place for the smaller orders; the company rarely lost bids on smaller orders.
Required:
1. Calculate the unit bid price offered to Deeds's customers assuming that order-filling cost is allocated to each customer category in proportion to units sold.
2. Assume that a newly implemented ABC system concludes that the number of orders placed is the best cost driver for the order-filling activity. Assign order-filling costs using this driver to each customer type and then calculate the new unit bid price for each customer type. Using this new price, would Deeds have won the bid for the 100 units recently lost?
3. What if Deeds offers a discount for orders of 35 units or more to the frequently ordering customers? Assume that all the frequently ordering customers can and do take advantage of this offer at the minimum level possible. Can Deeds offer the original price from Requirement 1 to the frequently ordering customers and not decrease its profitability?
Question
Question
Question
Question
External Linkages, Customer Costing, Customer Profitability
Emery Company sells small machine parts to heavy equipment manufacturers for an average price of $1.05 per part. There are two types of customers: those who place small, frequent orders and those who place larger, less frequent orders. Each time an order is placed and processed, a setup is required. Scheduling is also needed to coordinate the many different orders that come in and place demands on the plant's manufacturing resources. Emery also inspects a sample of the products each time a batch is produced to ensure that the customer's specifications have been met. Inspection takes essentially the same time regardless of the type of part being produced. Emery's Cost Accounting Department has provided the following budgeted data for customerrelated activities and costs (the amounts expected for the coming year):
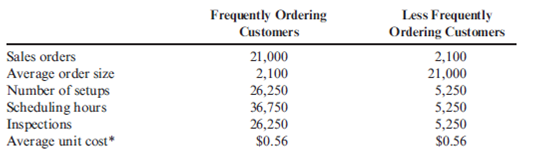
* This cost does not include the cost of the following "customer-related" activities:

Required:
1. Assign the customer-related activity costs to each category of customers in proportion to the sales revenue earned by each customer type. Calculate the profitability of each customer type. Discuss the problems with this measure of customer profitability.
2. Assign the customer-related activity costs to each customer type using activity rates. Now calculate the profitability of each customer category. As a manager, how would you use this information?
Emery Company sells small machine parts to heavy equipment manufacturers for an average price of $1.05 per part. There are two types of customers: those who place small, frequent orders and those who place larger, less frequent orders. Each time an order is placed and processed, a setup is required. Scheduling is also needed to coordinate the many different orders that come in and place demands on the plant's manufacturing resources. Emery also inspects a sample of the products each time a batch is produced to ensure that the customer's specifications have been met. Inspection takes essentially the same time regardless of the type of part being produced. Emery's Cost Accounting Department has provided the following budgeted data for customerrelated activities and costs (the amounts expected for the coming year):
* This cost does not include the cost of the following "customer-related" activities:
Required:
1. Assign the customer-related activity costs to each category of customers in proportion to the sales revenue earned by each customer type. Calculate the profitability of each customer type. Discuss the problems with this measure of customer profitability.
2. Assign the customer-related activity costs to each customer type using activity rates. Now calculate the profitability of each customer category. As a manager, how would you use this information?
Question
Question
Activity-Based Life-Cycle Costing
Kagle design engineers are in the process of developing a new "green" product, one that will significantly reduce impact on the environment and yet still provide the desired customer functionality. Currently, two designs are being considered. The manager of Kagle has told the engineers that the cost for the new product cannot exceed $550 per unit (target cost). In the past, the Cost Accounting Department has given estimated costs using a unit-based system. At the request of the Engineering Department, Cost Accounting is providing both unit- and activity-based accounting information (made possible by a recent pilot study producing the activity-based data).
Unit-based system:
Variable conversion activity rate: $100 per direct labor hour Material usage rate: $20 per part
ABC system:
Labor usage: $15 per direct labor hour
Material usage (direct materials): $20 per part
Machining: $75 per machine hour
Purchasing activity: $150 per purchase order
Setup activity: $3,000 per setup hour
Warranty activity: $500 per returned unit (usually requires extensive rework)
Customer repair cost: $25 per repair hour (average)
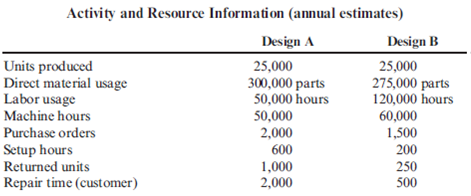
Required:
1. Select the lower-cost design using unit-based costing. Are logistical and post-purchase activities considered in this analysis?
2. Select the lower-cost design using ABC analysis. Explain why the analysis differs from the unit-based analysis.
3. What if the post-purchase cost was an environmental contaminant and amounted to $10 per unit for Design A and $40 per unit for Design B? Assume that the environmental cost is borne by society. Now which is the better design?
Kagle design engineers are in the process of developing a new "green" product, one that will significantly reduce impact on the environment and yet still provide the desired customer functionality. Currently, two designs are being considered. The manager of Kagle has told the engineers that the cost for the new product cannot exceed $550 per unit (target cost). In the past, the Cost Accounting Department has given estimated costs using a unit-based system. At the request of the Engineering Department, Cost Accounting is providing both unit- and activity-based accounting information (made possible by a recent pilot study producing the activity-based data).
Unit-based system:
Variable conversion activity rate: $100 per direct labor hour Material usage rate: $20 per part
ABC system:
Labor usage: $15 per direct labor hour
Material usage (direct materials): $20 per part
Machining: $75 per machine hour
Purchasing activity: $150 per purchase order
Setup activity: $3,000 per setup hour
Warranty activity: $500 per returned unit (usually requires extensive rework)
Customer repair cost: $25 per repair hour (average)
Required:
1. Select the lower-cost design using unit-based costing. Are logistical and post-purchase activities considered in this analysis?
2. Select the lower-cost design using ABC analysis. Explain why the analysis differs from the unit-based analysis.
3. What if the post-purchase cost was an environmental contaminant and amounted to $10 per unit for Design A and $40 per unit for Design B? Assume that the environmental cost is borne by society. Now which is the better design?
Question
Question
Internal Linkages, Cost Management, and Strategic Decision Making
Evans, Inc., has a unit-based costing system. Evans's Miami plant produces 10 different electronic products. The demand for each product is about the same. Although they differ in complexity, each product uses about the same labor time and materials.
The plant has used direct labor hours for years to assign overhead to products. To help design engineers understand the assumed cost relationships, the Cost Accounting Department developed the following cost equation. (The equation describes the relationship between total manufacturing costs and direct labor hours; the equation is supported by a coefficient of determination of 60 percent.)
Y = $5,000,000 + $30 X , where X = direct labor hours
The variable rate of $30 is broken down as follows:
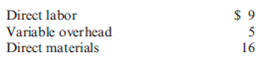
Because of competitive pressures, product engineering was given the charge to redesign products to reduce the total cost of manufacturing. Using the above cost relationships, product engineering adopted the strategy of redesigning to reduce direct labor content. As each design was completed, an engineering change order was cut, triggering a series of events such as design approval, vendor selection, bill of materials update, redrawing of schematic, test runs, changes in setup procedures, development of new inspection procedures, and so on.
After one year of design changes, the normal volume of direct labor was reduced from 250,000 hours to 200,000 hours, with the same number of products being produced. Although each product differs in its labor content, the redesign efforts reduced the labor content for all products. On average, the labor content per unit of product dropped from 1.25 hours per unit to one hour per unit. Fixed overhead, however, increased from $5,000,000 to $6,600,000 per year.
Suppose that a consultant was hired to explain the increase in fixed overhead costs. The consultant's study revealed that the $30 per hour rate captured the unit-level variable costs; however, the cost behavior of other activities was quite different. For example, setting up equipment is a step-fixed cost, where each step is 2,000 setup hours, costing $90,000. The study also revealed that the cost of receiving goods is a function of the number of different components. This activity has a variable cost of $2,000 per component type and a fixed cost that follows a step-cost pattern. The step is defined by 20 components with a cost of $50,000 per step. Assume also that the consultant indicated that the design adopted by the engineers increased the demand for setups from 20,000 setup hours to 40,000 setup hours and the number of different components from 100 to 250. The demand for other non-unit-level activities remained unchanged. The consultant also recommended that management take a look at a rejected design for its products. This rejected design increased direct labor content from 250,000 hours to 260,000 hours, decreased the demand for setups from 20,000 hours to 10,000 hours, and decreased the demand for purchasing from 100 component types to 75 component types, while the demand for all other activities remained unchanged.
Required:
1. Using normal volume, compute the manufacturing cost per labor hour before the year of design changes. What is the cost per unit of an "average" product?
2. Using normal volume after the one year of design changes, compute the manufacturing cost per hour. What is the cost per unit of an "average" product?
3. Before considering the consultant's study, what do you think is the most likely explanation for the failure of the design changes to reduce manufacturing costs? Now use the information from the consultant's study to explain the increase in the average cost per unit of product. What changes would you suggest to improve Evans's efforts to reduce costs?
4. Explain why the consultant recommended a second look at a rejected design. Provide computational support. What does this tell you about the strategic importance of cost management?
Evans, Inc., has a unit-based costing system. Evans's Miami plant produces 10 different electronic products. The demand for each product is about the same. Although they differ in complexity, each product uses about the same labor time and materials.
The plant has used direct labor hours for years to assign overhead to products. To help design engineers understand the assumed cost relationships, the Cost Accounting Department developed the following cost equation. (The equation describes the relationship between total manufacturing costs and direct labor hours; the equation is supported by a coefficient of determination of 60 percent.)
Y = $5,000,000 + $30 X , where X = direct labor hours
The variable rate of $30 is broken down as follows:
Because of competitive pressures, product engineering was given the charge to redesign products to reduce the total cost of manufacturing. Using the above cost relationships, product engineering adopted the strategy of redesigning to reduce direct labor content. As each design was completed, an engineering change order was cut, triggering a series of events such as design approval, vendor selection, bill of materials update, redrawing of schematic, test runs, changes in setup procedures, development of new inspection procedures, and so on.
After one year of design changes, the normal volume of direct labor was reduced from 250,000 hours to 200,000 hours, with the same number of products being produced. Although each product differs in its labor content, the redesign efforts reduced the labor content for all products. On average, the labor content per unit of product dropped from 1.25 hours per unit to one hour per unit. Fixed overhead, however, increased from $5,000,000 to $6,600,000 per year.
Suppose that a consultant was hired to explain the increase in fixed overhead costs. The consultant's study revealed that the $30 per hour rate captured the unit-level variable costs; however, the cost behavior of other activities was quite different. For example, setting up equipment is a step-fixed cost, where each step is 2,000 setup hours, costing $90,000. The study also revealed that the cost of receiving goods is a function of the number of different components. This activity has a variable cost of $2,000 per component type and a fixed cost that follows a step-cost pattern. The step is defined by 20 components with a cost of $50,000 per step. Assume also that the consultant indicated that the design adopted by the engineers increased the demand for setups from 20,000 setup hours to 40,000 setup hours and the number of different components from 100 to 250. The demand for other non-unit-level activities remained unchanged. The consultant also recommended that management take a look at a rejected design for its products. This rejected design increased direct labor content from 250,000 hours to 260,000 hours, decreased the demand for setups from 20,000 hours to 10,000 hours, and decreased the demand for purchasing from 100 component types to 75 component types, while the demand for all other activities remained unchanged.
Required:
1. Using normal volume, compute the manufacturing cost per labor hour before the year of design changes. What is the cost per unit of an "average" product?
2. Using normal volume after the one year of design changes, compute the manufacturing cost per hour. What is the cost per unit of an "average" product?
3. Before considering the consultant's study, what do you think is the most likely explanation for the failure of the design changes to reduce manufacturing costs? Now use the information from the consultant's study to explain the increase in the average cost per unit of product. What changes would you suggest to improve Evans's efforts to reduce costs?
4. Explain why the consultant recommended a second look at a rejected design. Provide computational support. What does this tell you about the strategic importance of cost management?
Question
Question
Question
External Linkages, Activity-Based Supplier Costing
Cortalo, Inc., manufactures riding lawn mowers. Cortalo uses JIT manufacturing and carries insignificant levels of inventory. Cortalo manufactures everything needed for the riding lawn mowers except for the engines. Several sizes of mowers are produced. The most popular line is the small mower line. The engines for the small mower line are purchased from two sources: Verity Engines and Villa Machining. The Verity engine is the more expensive of the two sources and has a price of $330. The Villa engine is $297 per unit. Cortalo produces and sells 13,200 units of the small mower. Of the 13,200 engines purchased, 2,400 are purchased from Verity Engines, and 10,800 are purchased from Villa Machining. Although Linda Vasquez, production manager, prefers the Verity engine, Mark Shorts, purchasing manager, maintains that the price difference is too great to buy more than the 2,400 units currently purchased. Mark, however, does want to maintain a significant connection with Verity just in case the less expensive source cannot supply the needed quantities. Even though Linda understands the price argument, she has argued in many meetings that the quality of the Verity engine is worth the price difference. Mark remains unconvinced.
Li Sun, controller, has recently overseen the implementation of an activity-based costing system. He has indicated that an ABC analysis would shed some light on the conflict between production and purchasing. To support this position, the following data have been collected:
I. Activity cost data:
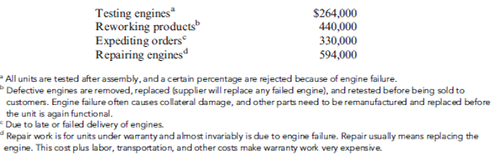
II. Supplier data:
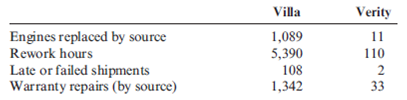
Upon hearing of the proposed ABC analysis, Linda and Mark were both supportive. Mark, however, noted that even if the analysis revealed that the Verity engine was actually less expensive, it would be unwise to completely abandon Villa. He argued that Verity may be hard pressed to meet the entire demand. Its productive capacity was not sufficient to handle the kind of increased demand that would be imposed. Additionally, having only one supplier was simply too risky.
Required:
1. Calculate the total supplier cost (acquisition cost plus supplier-related activity costs). Convert this to a per-engine cost to find out how much the company is paying for the engines. Which of the two suppliers is the low-cost supplier? Explain why this is a better measure of engine cost than the usual purchase costs assigned to the engines.
2. Consider the supplier cost information obtained in Requirement 1. Suppose further that Verity can supply only a total of 6,000 units. What actions would you advise Cortalo to undertake with its suppliers? Comment on the strategic value of activity-based supplier costing.
Cortalo, Inc., manufactures riding lawn mowers. Cortalo uses JIT manufacturing and carries insignificant levels of inventory. Cortalo manufactures everything needed for the riding lawn mowers except for the engines. Several sizes of mowers are produced. The most popular line is the small mower line. The engines for the small mower line are purchased from two sources: Verity Engines and Villa Machining. The Verity engine is the more expensive of the two sources and has a price of $330. The Villa engine is $297 per unit. Cortalo produces and sells 13,200 units of the small mower. Of the 13,200 engines purchased, 2,400 are purchased from Verity Engines, and 10,800 are purchased from Villa Machining. Although Linda Vasquez, production manager, prefers the Verity engine, Mark Shorts, purchasing manager, maintains that the price difference is too great to buy more than the 2,400 units currently purchased. Mark, however, does want to maintain a significant connection with Verity just in case the less expensive source cannot supply the needed quantities. Even though Linda understands the price argument, she has argued in many meetings that the quality of the Verity engine is worth the price difference. Mark remains unconvinced.
Li Sun, controller, has recently overseen the implementation of an activity-based costing system. He has indicated that an ABC analysis would shed some light on the conflict between production and purchasing. To support this position, the following data have been collected:
I. Activity cost data:
II. Supplier data:
Upon hearing of the proposed ABC analysis, Linda and Mark were both supportive. Mark, however, noted that even if the analysis revealed that the Verity engine was actually less expensive, it would be unwise to completely abandon Villa. He argued that Verity may be hard pressed to meet the entire demand. Its productive capacity was not sufficient to handle the kind of increased demand that would be imposed. Additionally, having only one supplier was simply too risky.
Required:
1. Calculate the total supplier cost (acquisition cost plus supplier-related activity costs). Convert this to a per-engine cost to find out how much the company is paying for the engines. Which of the two suppliers is the low-cost supplier? Explain why this is a better measure of engine cost than the usual purchase costs assigned to the engines.
2. Consider the supplier cost information obtained in Requirement 1. Suppose further that Verity can supply only a total of 6,000 units. What actions would you advise Cortalo to undertake with its suppliers? Comment on the strategic value of activity-based supplier costing.

Unlock Deck
Sign up to unlock the cards in this deck!
Unlock Deck
Unlock Deck
1/49
Play
Full screen (f)
Deck 11: Strategic Cost Management
1
Backflush Costing
Hepworth Company has implemented a JIT system and is considering the use of backflush costing. Hepworth had the following transactions for the current fiscal year:
1. Purchased raw materials on account for $600,000.
2. Placed all materials received into production.
3. Incurred actual direct labor costs of $90,000.
4. Incurred actual overhead costs of $625,000.
5. Applied conversion costs of $675,000.
6. Completed all work for the month.
7. Sold all completed work.
8. Computed the difference between actual and applied costs.
Required:
1. Prepare the journal entries for traditional and backflush costing. For backflush costing, assume there are two trigger points: (1) the purchase of raw materials, and (2) the completion of the goods.
2. Assume the second trigger point in Requirement 1 is the sale of goods. What would change for the backflush-costing journal entries?
3. What if there is only one trigger point and it is (a) completion of the goods or (b) sale of the goods? How would the backflush-costing journal entries differ from Requirement 1 for (a) and (b)?
Hepworth Company has implemented a JIT system and is considering the use of backflush costing. Hepworth had the following transactions for the current fiscal year:
1. Purchased raw materials on account for $600,000.
2. Placed all materials received into production.
3. Incurred actual direct labor costs of $90,000.
4. Incurred actual overhead costs of $625,000.
5. Applied conversion costs of $675,000.
6. Completed all work for the month.
7. Sold all completed work.
8. Computed the difference between actual and applied costs.
Required:
1. Prepare the journal entries for traditional and backflush costing. For backflush costing, assume there are two trigger points: (1) the purchase of raw materials, and (2) the completion of the goods.
2. Assume the second trigger point in Requirement 1 is the sale of goods. What would change for the backflush-costing journal entries?
3. What if there is only one trigger point and it is (a) completion of the goods or (b) sale of the goods? How would the backflush-costing journal entries differ from Requirement 1 for (a) and (b)?
1). Journal entries for traditional and backflush costing:
1. Purchase of raw materials:
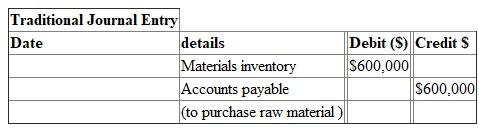
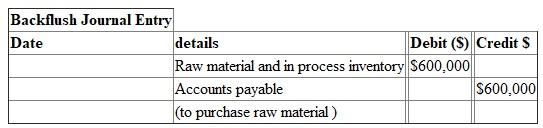 2. Materials issued to production:
2. Materials issued to production:
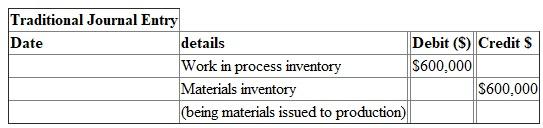 No Entry
No Entry
3. Direct labor cost incurred:
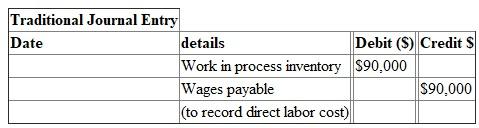 Combined with overhead in next entry
Combined with overhead in next entry
4. Overhead cost incurred:
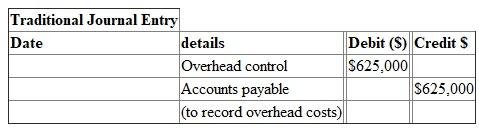
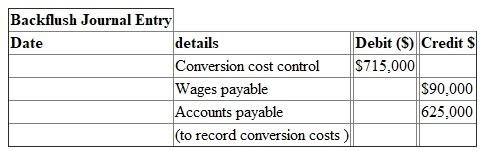 5. Application of overhead:
5. Application of overhead:
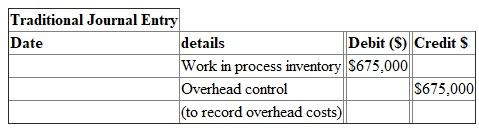 No entry
No entry
6. Completion of goods:
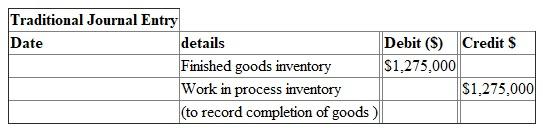
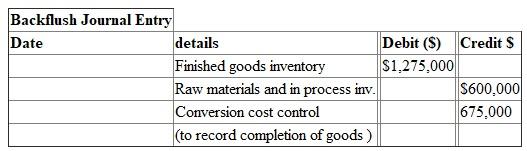 7. Goods are sold:
7. Goods are sold:
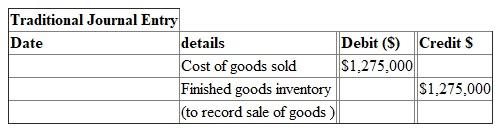
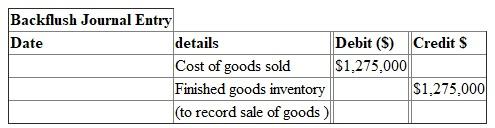 8. Variance is recognized:
8. Variance is recognized:
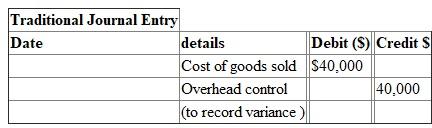
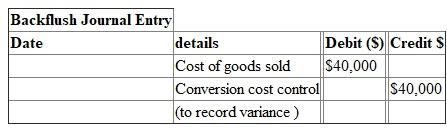 2). The entries for Transactions 6 and 7 in requirement 1 are replaced with the following entry:
2). The entries for Transactions 6 and 7 in requirement 1 are replaced with the following entry:
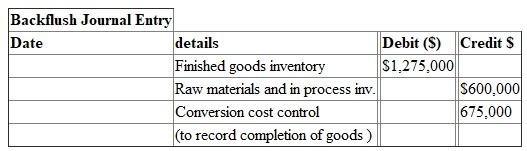 All other entries follow those in requirement 1.3). a. There is no entry for Transaction 1. Transaction 6 is replaced the following entry:
All other entries follow those in requirement 1.3). a. There is no entry for Transaction 1. Transaction 6 is replaced the following entry:
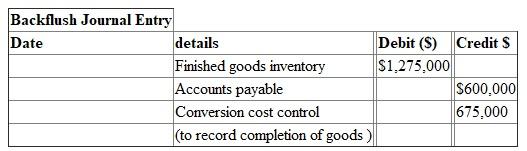 b. There is no entry for Transaction 1. Transaction 6 and 7 are replaced with the following entry:
b. There is no entry for Transaction 1. Transaction 6 and 7 are replaced with the following entry:
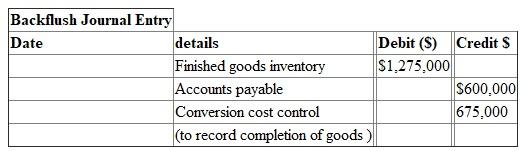
1. Purchase of raw materials:
2. Materials issued to production: No Entry3. Direct labor cost incurred:
Combined with overhead in next entry4. Overhead cost incurred:
5. Application of overhead: No entry6. Completion of goods:
7. Goods are sold: 8. Variance is recognized: 2). The entries for Transactions 6 and 7 in requirement 1 are replaced with the following entry: All other entries follow those in requirement 1.3). a. There is no entry for Transaction 1. Transaction 6 is replaced the following entry: b. There is no entry for Transaction 1. Transaction 6 and 7 are replaced with the following entry: 2
What is target costing? What role does it have in life-cycle cost management?
Target costing:
Target costing is the process of setting of a cost objective required to monitor a provided market share and earn a specific target of profits. Steps are then taken to attain this objective, often by choosing options to minimize costs to the level where the target turn to be attainable, usually by adopting advanced product designs.
This practice matches with the cost minimization procedure applied under life-cycle cost management.
Target costing is the process of setting of a cost objective required to monitor a provided market share and earn a specific target of profits. Steps are then taken to attain this objective, often by choosing options to minimize costs to the level where the target turn to be attainable, usually by adopting advanced product designs.
This practice matches with the cost minimization procedure applied under life-cycle cost management.
3
External Linkages, Activity-Based Customer Costing, and Strategic Decision Making
Moss Manufacturing produces several types of bolts. The products are produced in batches according to customer order. Although there are a variety of bolts, they can be grouped into three product families. The number of units sold is the same for each family. The selling prices for the three families range from $0.50 to $0.80 per unit. Because the product families are used in different kinds of products, customers also can be grouped into three categories, corresponding to the product family they purchase. Historically, the costs of order entry, processing, and handling were expensed and not traced to individual products. These costs are not trivial and totaled $6,300,000 for the most recent year. Furthermore, these costs had been increasing over time. Recently, the company had begun to emphasize a cost reduction strategy; however, any cost reduction decisions had to contribute to the creation of a competitive advantage.
Because of the magnitude and growth of order-filling costs, management decided to explore the causes of these costs. They discovered that order-filling costs were driven by the number of customer orders processed. Further investigation revealed the following cost behavior:
Step-fixed cost component: $70,000 per step; 2,000 orders define a step*
Variable cost component: $28 per order
*Moss currently has sufficient steps to process 100,000 orders.
The expected customer orders for the year total 140,000. The expected usage of the order- filling activity and the average size of an order by product family are as follows:
As a result of the cost behavior analysis, the marketing manager recommended the imposition of a charge per customer order. The president of the company concurred. The charge was implemented by adding the cost per order to the price of each order (computed using the projected ordering costs and expected orders). This ordering cost was then reduced as the size of the order increased and eliminated as the order size reached 2,000 units. (The marketing manager indicated that any penalties imposed for orders greater than this size would lose sales from some of the smaller customers.) Within a short period of communicating this new price information to customers, the average order size for all three product families increased to 2,000 units.
Required:
1. Moss traditionally has expensed order-filling costs (following GAAP guidelines). Under this approach, how much cost is assigned to customers? Do you agree with this practice?
Explain.
2. Consider the following claim: by expensing the order-filling costs, all products were undercosted; furthermore, products ordered in small batches are significantly undercosted.
Explain, with supporting computations where possible. Explain how this analysis also reveals the costs of various customer categories.
3. Calculate the reduction in order-filling costs produced by the change in pricing strategy. (Assume that resource spending is reduced as much as possible and that the total units sold remain unchanged.) Explain how exploiting customer linkages produced this cost reduction. Moss also noticed that other activity costs, such as those for setups, scheduling, and materials handling costs, were reduced significantly as a result of this new policy. Explain this outcome, and discuss its implications.
4. Suppose that one of the customers complains about the new pricing policy. This buyer is a lean, JIT firm that relies on small, frequent orders. In fact, this customer accounted for 30 percent of the Family A orders. How should Moss deal with this customer?
5. One of Moss's goals is to reduce costs so that a competitive advantage might be created. Describe how the management of Moss might use this outcome to help create a competitive advantage.
Moss Manufacturing produces several types of bolts. The products are produced in batches according to customer order. Although there are a variety of bolts, they can be grouped into three product families. The number of units sold is the same for each family. The selling prices for the three families range from $0.50 to $0.80 per unit. Because the product families are used in different kinds of products, customers also can be grouped into three categories, corresponding to the product family they purchase. Historically, the costs of order entry, processing, and handling were expensed and not traced to individual products. These costs are not trivial and totaled $6,300,000 for the most recent year. Furthermore, these costs had been increasing over time. Recently, the company had begun to emphasize a cost reduction strategy; however, any cost reduction decisions had to contribute to the creation of a competitive advantage.
Because of the magnitude and growth of order-filling costs, management decided to explore the causes of these costs. They discovered that order-filling costs were driven by the number of customer orders processed. Further investigation revealed the following cost behavior:
Step-fixed cost component: $70,000 per step; 2,000 orders define a step*
Variable cost component: $28 per order
*Moss currently has sufficient steps to process 100,000 orders.
The expected customer orders for the year total 140,000. The expected usage of the order- filling activity and the average size of an order by product family are as follows:
As a result of the cost behavior analysis, the marketing manager recommended the imposition of a charge per customer order. The president of the company concurred. The charge was implemented by adding the cost per order to the price of each order (computed using the projected ordering costs and expected orders). This ordering cost was then reduced as the size of the order increased and eliminated as the order size reached 2,000 units. (The marketing manager indicated that any penalties imposed for orders greater than this size would lose sales from some of the smaller customers.) Within a short period of communicating this new price information to customers, the average order size for all three product families increased to 2,000 units.
Required:
1. Moss traditionally has expensed order-filling costs (following GAAP guidelines). Under this approach, how much cost is assigned to customers? Do you agree with this practice?
Explain.
2. Consider the following claim: by expensing the order-filling costs, all products were undercosted; furthermore, products ordered in small batches are significantly undercosted.
Explain, with supporting computations where possible. Explain how this analysis also reveals the costs of various customer categories.
3. Calculate the reduction in order-filling costs produced by the change in pricing strategy. (Assume that resource spending is reduced as much as possible and that the total units sold remain unchanged.) Explain how exploiting customer linkages produced this cost reduction. Moss also noticed that other activity costs, such as those for setups, scheduling, and materials handling costs, were reduced significantly as a result of this new policy. Explain this outcome, and discuss its implications.
4. Suppose that one of the customers complains about the new pricing policy. This buyer is a lean, JIT firm that relies on small, frequent orders. In fact, this customer accounted for 30 percent of the Family A orders. How should Moss deal with this customer?
5. One of Moss's goals is to reduce costs so that a competitive advantage might be created. Describe how the management of Moss might use this outcome to help create a competitive advantage.
1.In case of external financial reporting it is good to follow GAAP, but as far as internal reporting is concerned it is not good to follow GAAP.
By expensing costs associated with order filling, management is not having intention of the profitability pertaining to specific customer groups as no costs have been allocated to customers. Awareness of the ways of profitability will impact decisions concerned with product mix and customer mix. It will affect the focusing strategy as well.
2.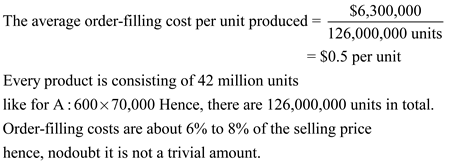 We can compute the per-unit cost for individual product families by using the number of orders as the activity driver:
We can compute the per-unit cost for individual product families by using the number of orders as the activity driver:
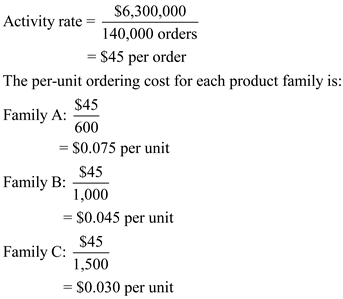 Of the three families Family A, is highly under costed. Moreover, the unit ordering cost is relatively higher compared to selling price of Family A. This reveals that steps should be taken to decline costs associated with order-filling.
Of the three families Family A, is highly under costed. Moreover, the unit ordering cost is relatively higher compared to selling price of Family A. This reveals that steps should be taken to decline costs associated with order-filling.
3.Calculation of the ruction in order filling costs produced by the change in pricing strategy:
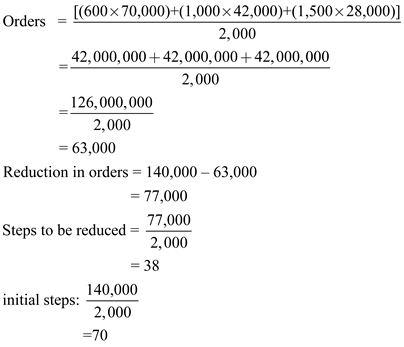 Reduction in resource spending:
Reduction in resource spending:
 Customers have placed little, highest frequent orders than needed. They enjoyed the benefit by not paying any charge.
Customers have placed little, highest frequent orders than needed. They enjoyed the benefit by not paying any charge.
4.If Moss is a JIT supplier, then he will be eligible for several benefits. One alternative will be to get help of the buyer in order to make Moss more of a lean manufacturer. Other option is to enter in long term contracts in order to minimize the costs associated with orders, option to supply smaller orders. Additionally, Moss may take direct data entry to the database of buyer. By getting the schedule of production related with buyer, Moss will be capable of delivering the required parts as and when they are needed just in time.
5.
Competitive advantage is possible by giving the same customer value for minimal cost or good value for the less or same cost. By cost decline, Moss will be able to enhance customer value by giving a lower price or by adding extra features to product without price increase.
By expensing costs associated with order filling, management is not having intention of the profitability pertaining to specific customer groups as no costs have been allocated to customers. Awareness of the ways of profitability will impact decisions concerned with product mix and customer mix. It will affect the focusing strategy as well.
2.
We can compute the per-unit cost for individual product families by using the number of orders as the activity driver: Of the three families Family A, is highly under costed. Moreover, the unit ordering cost is relatively higher compared to selling price of Family A. This reveals that steps should be taken to decline costs associated with order-filling.3.Calculation of the ruction in order filling costs produced by the change in pricing strategy:
Reduction in resource spending: Customers have placed little, highest frequent orders than needed. They enjoyed the benefit by not paying any charge.4.If Moss is a JIT supplier, then he will be eligible for several benefits. One alternative will be to get help of the buyer in order to make Moss more of a lean manufacturer. Other option is to enter in long term contracts in order to minimize the costs associated with orders, option to supply smaller orders. Additionally, Moss may take direct data entry to the database of buyer. By getting the schedule of production related with buyer, Moss will be capable of delivering the required parts as and when they are needed just in time.
5.
Competitive advantage is possible by giving the same customer value for minimal cost or good value for the less or same cost. By cost decline, Moss will be able to enhance customer value by giving a lower price or by adding extra features to product without price increase.
4
What is the difference between a structural cost driver and an executional cost driver? Provide examples of each.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
5
JIT and Traceability of Costs
Assume that a company has recently switched to JIT manufacturing. Each manufacturing cell produces a single product or major subassembly. Cell workers have been trained to perform a variety of tasks. Additionally, many services have been decentralized. Costs are assigned to products using direct tracing, driver tracing, and allocation. For each cost listed, indicate the most likely product cost assignment method used before JIT and after JIT. Set up a table with three columns: Cost Item, Before JIT, and After JIT. You may assume that direct tracing is used whenever possible, followed by driver tracing, with allocation being the method of last resort.
a. Inspection costs
b. Power to heat, light, and cool plant
c. Minor repairs on production equipment
d. Salary of production supervisor (department/cell)
e. Oil to lubricate machinery
f. Salary of plant supervisor
g. Costs to set up machinery
h. Salaries of janitors
i. Power to operate production equipment
j. Taxes on plant and equipment
k. Depreciation on production equipment
l. Raw materials
m. Salary of industrial engineer
n. Parts for machinery
o. Pencils and paper clips for production supervisor (department/cell)
p. Insurance on plant and equipment
q. Overtime wages for cell workers
r. Plant depreciation
s. Materials handling
t. Preventive maintenance
Assume that a company has recently switched to JIT manufacturing. Each manufacturing cell produces a single product or major subassembly. Cell workers have been trained to perform a variety of tasks. Additionally, many services have been decentralized. Costs are assigned to products using direct tracing, driver tracing, and allocation. For each cost listed, indicate the most likely product cost assignment method used before JIT and after JIT. Set up a table with three columns: Cost Item, Before JIT, and After JIT. You may assume that direct tracing is used whenever possible, followed by driver tracing, with allocation being the method of last resort.
a. Inspection costs
b. Power to heat, light, and cool plant
c. Minor repairs on production equipment
d. Salary of production supervisor (department/cell)
e. Oil to lubricate machinery
f. Salary of plant supervisor
g. Costs to set up machinery
h. Salaries of janitors
i. Power to operate production equipment
j. Taxes on plant and equipment
k. Depreciation on production equipment
l. Raw materials
m. Salary of industrial engineer
n. Parts for machinery
o. Pencils and paper clips for production supervisor (department/cell)
p. Insurance on plant and equipment
q. Overtime wages for cell workers
r. Plant depreciation
s. Materials handling
t. Preventive maintenance
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
6
Internal and External Linkages, Strategic Cost Management
Maxwell Company produces a variety of kitchen appliances, including cooking ranges and dishwashers. Over the past several years, competition has intensified. In order to maintain-and perhaps increase-its market share, Maxwell's management decided that the overall quality of its products had to be increased. Furthermore, costs needed to be reduced so that the selling prices of its products could be reduced. After some investigation, Maxwell concluded that many of its problems could be traced to the unreliability of the parts that were purchased from outside suppliers. Many of these components failed to work as intended, causing performance problems.
Over the years, the company had increased its inspection activity of the final products. If a problem could be detected internally, then it was usually possible to rework the appliance so that the desired performance was achieved. Management also had increased its warranty coverage; warranty work had been increasing over the years.
David Haight, president of Maxwell Company, called a meeting with his executive committee. Lee Linsenmeyer, chief engineer; Kit Applegate, controller; and Jeannie Mitchell, purchasing manager, were all in attendance. How to improve the company's competitive position was the meeting's topic. The conversation of the meeting was recorded as seen on the following page:
DAVID : We need to find a way to improve the quality of our products and at the same time reduce costs. Lee, you said that you have done some research in this area. Would you share your findings?
LEE : As you know, a major source of our quality problems relates to the poor quality of the parts we acquire from the outside. We have a lot of different parts, and this adds to the complexity of the problem. What I thought would be helpful would be to redesign our products so that they can use as many interchangeable parts as possible. This will cut down the number of different parts, make it easier to inspect, and cheaper to repair when it comes to warranty work. My engineering staff has already come up with some new designs that will do this for us.
JEANNIE : I like this idea. It will simplify the purchasing activity significantly. With fewer parts, I can envision some significant savings for my area. Lee has shown me the designs so I know exactly what parts would be needed. I also have a suggestion. We need to embark on a supplier evaluation program. We have too many suppliers. By reducing the number of different parts, we will need fewer suppliers. And we really don't need to use all the suppliers that produce the parts demanded by the new designs. We should pick suppliers that will work with us and provide the quality of parts that we need. I have done some preliminary research and have identified five suppliers that seem willing to work with us and assure us of the quality we need. Lee may need to send some of his engineers into their plants to make sure that they can do what they are claiming.
DAVID : This sounds promising. Kit, can you look over the proposals and their estimates and give us some idea if this approach will save us any money? And if so, how much can we expect to save?
KIT : Actually, I am ahead of the game here. Lee and Jeannie have both been in contact with me and have provided me with some estimates on how these actions would affect different activities. I have prepared a handout that includes an activity table revealing what I think are the key activities affected. I have also assembled some tentative information about activity costs. The table gives the current demand and the expected demand after the changes are implemented. With this information, we should be able to assess the expected cost savings.
Additionally, the following activity cost data are provided:
Purchasing parts: Variable activity cost: $30 per part number; 20 salaried clerks, each earning a $45,000 annual salary. Each clerk is capable of processing orders associated with 100 part numbers.
Inspecting parts: Twenty-five inspectors, each earning a salary of $40,000 per year. Each inspector is capable of 2,000 hours of inspection.
Reworking products: Variable activity cost: $25 per unit reworked (labor and parts).
Warranty: Twenty repair agents, each paid a salary of $35,000 per year. Each repair agent is capable of repairing 500 units per year. Variable activity costs: $15 per product repaired.
Required:
1. Compute the total savings possible as reflected by Kit's handout. Assume that resource spending is reduced where possible.
2. Explain how redesign and supplier evaluation are linked to the savings computed in Requirement 1. Discuss the importance of recognizing and exploiting internal and external linkages.
3. Identify the organizational and operational activities involved in the strategy being considered by Maxwell Company. What is the relationship between organizational and operational activities?
Maxwell Company produces a variety of kitchen appliances, including cooking ranges and dishwashers. Over the past several years, competition has intensified. In order to maintain-and perhaps increase-its market share, Maxwell's management decided that the overall quality of its products had to be increased. Furthermore, costs needed to be reduced so that the selling prices of its products could be reduced. After some investigation, Maxwell concluded that many of its problems could be traced to the unreliability of the parts that were purchased from outside suppliers. Many of these components failed to work as intended, causing performance problems.
Over the years, the company had increased its inspection activity of the final products. If a problem could be detected internally, then it was usually possible to rework the appliance so that the desired performance was achieved. Management also had increased its warranty coverage; warranty work had been increasing over the years.
David Haight, president of Maxwell Company, called a meeting with his executive committee. Lee Linsenmeyer, chief engineer; Kit Applegate, controller; and Jeannie Mitchell, purchasing manager, were all in attendance. How to improve the company's competitive position was the meeting's topic. The conversation of the meeting was recorded as seen on the following page:
DAVID : We need to find a way to improve the quality of our products and at the same time reduce costs. Lee, you said that you have done some research in this area. Would you share your findings?
LEE : As you know, a major source of our quality problems relates to the poor quality of the parts we acquire from the outside. We have a lot of different parts, and this adds to the complexity of the problem. What I thought would be helpful would be to redesign our products so that they can use as many interchangeable parts as possible. This will cut down the number of different parts, make it easier to inspect, and cheaper to repair when it comes to warranty work. My engineering staff has already come up with some new designs that will do this for us.
JEANNIE : I like this idea. It will simplify the purchasing activity significantly. With fewer parts, I can envision some significant savings for my area. Lee has shown me the designs so I know exactly what parts would be needed. I also have a suggestion. We need to embark on a supplier evaluation program. We have too many suppliers. By reducing the number of different parts, we will need fewer suppliers. And we really don't need to use all the suppliers that produce the parts demanded by the new designs. We should pick suppliers that will work with us and provide the quality of parts that we need. I have done some preliminary research and have identified five suppliers that seem willing to work with us and assure us of the quality we need. Lee may need to send some of his engineers into their plants to make sure that they can do what they are claiming.
DAVID : This sounds promising. Kit, can you look over the proposals and their estimates and give us some idea if this approach will save us any money? And if so, how much can we expect to save?
KIT : Actually, I am ahead of the game here. Lee and Jeannie have both been in contact with me and have provided me with some estimates on how these actions would affect different activities. I have prepared a handout that includes an activity table revealing what I think are the key activities affected. I have also assembled some tentative information about activity costs. The table gives the current demand and the expected demand after the changes are implemented. With this information, we should be able to assess the expected cost savings.
Additionally, the following activity cost data are provided:
Purchasing parts: Variable activity cost: $30 per part number; 20 salaried clerks, each earning a $45,000 annual salary. Each clerk is capable of processing orders associated with 100 part numbers.
Inspecting parts: Twenty-five inspectors, each earning a salary of $40,000 per year. Each inspector is capable of 2,000 hours of inspection.
Reworking products: Variable activity cost: $25 per unit reworked (labor and parts).
Warranty: Twenty repair agents, each paid a salary of $35,000 per year. Each repair agent is capable of repairing 500 units per year. Variable activity costs: $15 per product repaired.
Required:
1. Compute the total savings possible as reflected by Kit's handout. Assume that resource spending is reduced where possible.
2. Explain how redesign and supplier evaluation are linked to the savings computed in Requirement 1. Discuss the importance of recognizing and exploiting internal and external linkages.
3. Identify the organizational and operational activities involved in the strategy being considered by Maxwell Company. What is the relationship between organizational and operational activities?
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
7
What is value-chain analysis? What role does it play in strategic cost analysis?
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
8
Explain why JIT with dedicated cellular manufacturing increases product costing accuracy.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
9
External Linkages and Strategic Cost Management OBJECTIVE
Pawnee Works makes machine parts for manufacturers of industrial equipment. Over the years, Pawnee has been a steady and reliable supplier of quality parts to medium- and small-machine manufacturers. Michael Murray, owner of Pawnee Works, once again was disappointed in the year-end income statement. Profits had again failed to meet expectations. The performance was particularly puzzling given that the shop was operating at 100 percent capacity and had been for two years-ever since it had landed a Fortune 500 firm as a regular customer. This firm currently supplies 40 percent of the business-a figure that had grown over the two years. Convinced that something was wrong, Michael called Brooke Harker, a partner in a large regional CPA firm. Brooke agreed to look into the matter.
A short time later, Brooke made an appointment to meet with Michael. Their conversation was recorded as follows:
BROOKE : Michael, I think I have pinpointed your problem. I think your main difficulty is poor pricing-you're undercharging your major customer. The firm is getting high-precision machined parts for much less than the cost to you. And I bet that you have been losing some of your smaller customers. You may want to rethink your strategic position. You are a small player in the industrial machine industry. This Fortune 500 customer has 40 percent of the industrial machine market. Over the years, you have carved out a good reputation among small- and medium-size manufacturers. Right?
MICHAEL : Well, you're right. Over the years, our customers have not been giants. But we saw this business with the Fortune 500 company as an opportunity to play in the big leagues. We thought it might mean the opportunity to expand the size of our operation. And we have expanded-at least we have added employees and some specialized engineering equipment. My engineering and programming costs have skyrocketed-resource increases we needed, though, to meet the specs of this larger customer. Profits have increased slightly, but nothing like I expected. You're also right about losing some of our smaller customers. Many have complained that the price of their jobs has increased. They have all indicated that they like the work we do and that we are conveniently located, but they argue that they simply cannot afford to keep paying the price we require. The small customers we have kept are also complaining and threatening to go elsewhere. I doubt we'll be able to hold onto their business for much longer-unless a change is made. So far, though, the business we have lost has been replaced with more orders from our large customer. I expect we could do even more business for the large customer. But how can the large buyer be getting the great deal you've described? It has the same markup as our regular jobs-full manufacturing cost plus 25 percent.
BROOKE : I have prepared a report illustrating the total overhead costs for a typical quarter.
This report details your major activities and their associated costs. It also provides a comparison of a typical job for your small customers and the typical job for your large customer. Part of the problem is that your accounting system does not react to certain external events. It fails to show the effect of the large customer's activities on your activities and those that relate to your other customers. Given that you assign overhead costs using machine hours, I think you'll find it quite revealing.
MICHAEL : I'll have my controller examine the report for me. You know, if you are right about underpricing the large customer, I have a big problem. I'm not sure that I can increase the price of the parts without losing this big guy's business. After all, it can go to a dozen machine shops like mine and get the work done. A price increase may not work. Then I'd be faced with the loss of 40 percent of my jobs. I suppose, though, that I might be able to regain most of the business with the small customers. In fact, I am positive that we could get most of that business back. I wonder if that's what I ought to do.
Required:
1. Without any calculation, explain why the machining company is losing money. Discuss the strategic insights provided by knowledge of activities, their costs, and customer linkages. Comment on the observation made by Brooke that the current accounting system fails to reflect external events. What changes would be needed to correct this deficiency (if true)?
2. Compute the unit price currently being charged each customer type (using machine hours to assign overhead costs).
3. Compute the unit price that would be charged each customer assuming that overhead is assigned using an ABC approach. Was the CPA right? Is the large customer paying less than the cost of producing the unit? How is this conclusion affected if the sales support activity is traced to jobs? (Use orders-jobs-as the cost driver.)
4. Compute the quarterly profit that is currently being earned and the amount that would be earned if Pawnee Works sold only to small customers (a small customer strategy). For the second income statement, use ABC for cost assignments. For the second income statement, the large customer is replaced with 10 smaller customers with the same characteristics as the 15 currently buying parts from Pawnee. Assume that any opportunities to reduce resource spending and usage will be reflected in the profit associated with a small customer strategy. Also, only the cost of activity usage is assigned to jobs. Any cost of unused activity is reported as a separate item on the income statement. Report sales support as a period expense.
5. What change in strategy would you recommend? In making this recommendation, consider the firm's value-chain framework.
Pawnee Works makes machine parts for manufacturers of industrial equipment. Over the years, Pawnee has been a steady and reliable supplier of quality parts to medium- and small-machine manufacturers. Michael Murray, owner of Pawnee Works, once again was disappointed in the year-end income statement. Profits had again failed to meet expectations. The performance was particularly puzzling given that the shop was operating at 100 percent capacity and had been for two years-ever since it had landed a Fortune 500 firm as a regular customer. This firm currently supplies 40 percent of the business-a figure that had grown over the two years. Convinced that something was wrong, Michael called Brooke Harker, a partner in a large regional CPA firm. Brooke agreed to look into the matter.
A short time later, Brooke made an appointment to meet with Michael. Their conversation was recorded as follows:
BROOKE : Michael, I think I have pinpointed your problem. I think your main difficulty is poor pricing-you're undercharging your major customer. The firm is getting high-precision machined parts for much less than the cost to you. And I bet that you have been losing some of your smaller customers. You may want to rethink your strategic position. You are a small player in the industrial machine industry. This Fortune 500 customer has 40 percent of the industrial machine market. Over the years, you have carved out a good reputation among small- and medium-size manufacturers. Right?
MICHAEL : Well, you're right. Over the years, our customers have not been giants. But we saw this business with the Fortune 500 company as an opportunity to play in the big leagues. We thought it might mean the opportunity to expand the size of our operation. And we have expanded-at least we have added employees and some specialized engineering equipment. My engineering and programming costs have skyrocketed-resource increases we needed, though, to meet the specs of this larger customer. Profits have increased slightly, but nothing like I expected. You're also right about losing some of our smaller customers. Many have complained that the price of their jobs has increased. They have all indicated that they like the work we do and that we are conveniently located, but they argue that they simply cannot afford to keep paying the price we require. The small customers we have kept are also complaining and threatening to go elsewhere. I doubt we'll be able to hold onto their business for much longer-unless a change is made. So far, though, the business we have lost has been replaced with more orders from our large customer. I expect we could do even more business for the large customer. But how can the large buyer be getting the great deal you've described? It has the same markup as our regular jobs-full manufacturing cost plus 25 percent.
BROOKE : I have prepared a report illustrating the total overhead costs for a typical quarter.
This report details your major activities and their associated costs. It also provides a comparison of a typical job for your small customers and the typical job for your large customer. Part of the problem is that your accounting system does not react to certain external events. It fails to show the effect of the large customer's activities on your activities and those that relate to your other customers. Given that you assign overhead costs using machine hours, I think you'll find it quite revealing.
MICHAEL : I'll have my controller examine the report for me. You know, if you are right about underpricing the large customer, I have a big problem. I'm not sure that I can increase the price of the parts without losing this big guy's business. After all, it can go to a dozen machine shops like mine and get the work done. A price increase may not work. Then I'd be faced with the loss of 40 percent of my jobs. I suppose, though, that I might be able to regain most of the business with the small customers. In fact, I am positive that we could get most of that business back. I wonder if that's what I ought to do.
Required:
1. Without any calculation, explain why the machining company is losing money. Discuss the strategic insights provided by knowledge of activities, their costs, and customer linkages. Comment on the observation made by Brooke that the current accounting system fails to reflect external events. What changes would be needed to correct this deficiency (if true)?
2. Compute the unit price currently being charged each customer type (using machine hours to assign overhead costs).
3. Compute the unit price that would be charged each customer assuming that overhead is assigned using an ABC approach. Was the CPA right? Is the large customer paying less than the cost of producing the unit? How is this conclusion affected if the sales support activity is traced to jobs? (Use orders-jobs-as the cost driver.)
4. Compute the quarterly profit that is currently being earned and the amount that would be earned if Pawnee Works sold only to small customers (a small customer strategy). For the second income statement, use ABC for cost assignments. For the second income statement, the large customer is replaced with 10 smaller customers with the same characteristics as the 15 currently buying parts from Pawnee. Assume that any opportunities to reduce resource spending and usage will be reflected in the profit associated with a small customer strategy. Also, only the cost of activity usage is assigned to jobs. Any cost of unused activity is reported as a separate item on the income statement. Report sales support as a period expense.
5. What change in strategy would you recommend? In making this recommendation, consider the firm's value-chain framework.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
10
Competitive Advantage: Basic Concepts
Keith Golding has decided to purchase a personal computer. He has narrowed his choices to two: Brand A and Brand B. Both brands have the same processing speed, hard disk capacity, RAM, graphics card memory, and basic software support package. Both come from companies with good reputations. The selling price for each is identical. After some review, Keith discovers that the cost of operating and maintaining Brand A over a three-year period is estimated to be $200. For Brand B, the operating and maintenance cost is $600. The sales agent for Brand A emphasized the lower operating and maintenance cost. She claimed that it was lower than any other PC brand. The sales agent for Brand B, however, emphasized the service reputation of the product. She provided Keith with a copy of an article appearing in a PC magazine that rated service performance of various PC brands. Brand B was rated number one. Based on all the information, Keith decided to buy Brand B.
Required:
1. What is the total product purchased by Keith?
2. Is the Brand A company pursuing a cost leadership or differentiation strategy? The Brand B company? Explain.
3. When asked why he purchased Brand B, Keith replied, "I think Brand B offered more value than Brand A." What are the possible sources of this greater value? If Keith's reaction represents the majority opinion, what suggestions could you offer to help improve the strategic position of Brand A?
Keith Golding has decided to purchase a personal computer. He has narrowed his choices to two: Brand A and Brand B. Both brands have the same processing speed, hard disk capacity, RAM, graphics card memory, and basic software support package. Both come from companies with good reputations. The selling price for each is identical. After some review, Keith discovers that the cost of operating and maintaining Brand A over a three-year period is estimated to be $200. For Brand B, the operating and maintenance cost is $600. The sales agent for Brand A emphasized the lower operating and maintenance cost. She claimed that it was lower than any other PC brand. The sales agent for Brand B, however, emphasized the service reputation of the product. She provided Keith with a copy of an article appearing in a PC magazine that rated service performance of various PC brands. Brand B was rated number one. Based on all the information, Keith decided to buy Brand B.
Required:
1. What is the total product purchased by Keith?
2. Is the Brand A company pursuing a cost leadership or differentiation strategy? The Brand B company? Explain.
3. When asked why he purchased Brand B, Keith replied, "I think Brand B offered more value than Brand A." What are the possible sources of this greater value? If Keith's reaction represents the majority opinion, what suggestions could you offer to help improve the strategic position of Brand A?
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
11
JIT Features and Product Costing Accuracy
Prior to installing a JIT system, Barker Company, a producer of automobile parts, used maintenance hours to assign maintenance costs to its three products (wheels, brake pads, and ball bearings). The maintenance costs totaled $5,880,000 per year. The maintenance hours used by each product and the quantity of each product produced are as follows:
After installing JIT, three manufacturing cells were created, and cell workers were trained to perform preventive maintenance and minor repairs. A full-time maintenance person was also assigned to each cell. Maintenance costs for the three cells still totaled $5,880,000; however, these costs are now traceable to each cell as follows:
Required:
1. Compute the pre-JIT maintenance cost per unit for each product.
2. Compute the maintenance cost per unit for each product after installing JIT.
3. Explain why the JIT maintenance cost per unit is more accurate than the pre-JIT cost.
Prior to installing a JIT system, Barker Company, a producer of automobile parts, used maintenance hours to assign maintenance costs to its three products (wheels, brake pads, and ball bearings). The maintenance costs totaled $5,880,000 per year. The maintenance hours used by each product and the quantity of each product produced are as follows:
After installing JIT, three manufacturing cells were created, and cell workers were trained to perform preventive maintenance and minor repairs. A full-time maintenance person was also assigned to each cell. Maintenance costs for the three cells still totaled $5,880,000; however, these costs are now traceable to each cell as follows:
Required:
1. Compute the pre-JIT maintenance cost per unit for each product.
2. Compute the maintenance cost per unit for each product after installing JIT.
3. Explain why the JIT maintenance cost per unit is more accurate than the pre-JIT cost.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
12
Life-Cycle Cost Management and Target Costing
Nico Parts, Inc., produces electronic products with short life cycles (of less than two years). Development has to be rapid, and the profitability of the products is tied strongly to the ability to find designs that will keep production and logistics costs low. Recently, management has also decided that post-purchase costs are important in design decisions. Last month, a proposal for a new product was presented to management. The total market was projected at 200,000 units (for the two-year period). The proposed selling price was $130 per unit. At this price, market share was expected to be 25 percent. The manufacturing and logistics costs were estimated to be $120 per unit.
Upon reviewing the projected figures, Brian Metcalf, president of Nico, called in his chief design engineer, Mark Williams, and his marketing manager, Cathy McCourt. The following conversation was recorded:
BRIAN : Mark, as you know, we agreed that a profit of $15 per unit is needed for this new product. Also, as I look at the projected market share, 25 percent isn't acceptable. Total profits need to be increased. Cathy, what suggestions do you have?
CATHY : Simple. Decrease the selling price to $125 and we expand our market share to 35 percent. To increase total profits, however, we need some cost reductions as well.
BRIAN : You're right. However, keep in mind that I do not want to earn a profit that is less than $15 per unit.
MARK : Does that $15 per unit factor in preproduction costs? You know we have already spent $100,000 on developing this product. To lower costs will require more expenditure on development.
BRIAN : Good point. No, the projected cost of $120 does not include the $100,000 we have already spent. I do want a design that will provide a $15-per-unit profit, including consideration of preproduction costs.
CATHY : I might mention that post-purchase costs are important as well. The current design will impose about $10 per unit for using, maintaining, and disposing our product. That's about the same as our competitors. If we can reduce that cost to about $5 per unit by designing a better product, we could probably capture about 50 percent of the market. I have just completed a marketing survey at Mark's request and have found out that the current design has two features not valued by potential customers. These two features have a projected cost of $6 per unit. However, the price consumers are willing to pay for the product is the same with or without the features.
Required:
1. Calculate the target cost associated with the initial 25 percent market share. Does the initial design meet this target? Now calculate the total life-cycle profit that the current (initial) design offers (including preproduction costs).
2. Assume that the two features that are apparently not valued by consumers will be eliminated. Also assume that the selling price is lowered to $125.
a. Calculate the target cost for the $125 price and 35 percent market share.
b. How much more cost reduction is needed?
c. What are the total life-cycle profits now projected for the new product?
d. Describe the three general approaches that Nico can take to reduce the projected cost to this new target. Of the three approaches, which is likely to produce the most reduction?
3. Suppose that the Engineering Department has two new designs: Design A and Design B. Both designs eliminate the two nonvalued features. Both designs also reduce production and logistics costs by an additional $8 per unit. Design A, however, leaves post-purchase costs at $10 per unit, while Design B reduces post-purchase costs to $4 per unit. Developing and testing Design A costs an additional $150,000, while Design B costs an additional $300,000. Assuming a price of $125, calculate the total life-cycle profits under each design. Which would you choose? Explain. What if the design you chose cost an additional $500,000 instead of $150,000 or $300,000? Would this have changed your decision?
4. Refer to Requirement 3. For every extra dollar spent on preproduction activities, how much benefit was generated? What does this say about the importance of knowing the linkages between preproduction activities and later activities?
Nico Parts, Inc., produces electronic products with short life cycles (of less than two years). Development has to be rapid, and the profitability of the products is tied strongly to the ability to find designs that will keep production and logistics costs low. Recently, management has also decided that post-purchase costs are important in design decisions. Last month, a proposal for a new product was presented to management. The total market was projected at 200,000 units (for the two-year period). The proposed selling price was $130 per unit. At this price, market share was expected to be 25 percent. The manufacturing and logistics costs were estimated to be $120 per unit.
Upon reviewing the projected figures, Brian Metcalf, president of Nico, called in his chief design engineer, Mark Williams, and his marketing manager, Cathy McCourt. The following conversation was recorded:
BRIAN : Mark, as you know, we agreed that a profit of $15 per unit is needed for this new product. Also, as I look at the projected market share, 25 percent isn't acceptable. Total profits need to be increased. Cathy, what suggestions do you have?
CATHY : Simple. Decrease the selling price to $125 and we expand our market share to 35 percent. To increase total profits, however, we need some cost reductions as well.
BRIAN : You're right. However, keep in mind that I do not want to earn a profit that is less than $15 per unit.
MARK : Does that $15 per unit factor in preproduction costs? You know we have already spent $100,000 on developing this product. To lower costs will require more expenditure on development.
BRIAN : Good point. No, the projected cost of $120 does not include the $100,000 we have already spent. I do want a design that will provide a $15-per-unit profit, including consideration of preproduction costs.
CATHY : I might mention that post-purchase costs are important as well. The current design will impose about $10 per unit for using, maintaining, and disposing our product. That's about the same as our competitors. If we can reduce that cost to about $5 per unit by designing a better product, we could probably capture about 50 percent of the market. I have just completed a marketing survey at Mark's request and have found out that the current design has two features not valued by potential customers. These two features have a projected cost of $6 per unit. However, the price consumers are willing to pay for the product is the same with or without the features.
Required:
1. Calculate the target cost associated with the initial 25 percent market share. Does the initial design meet this target? Now calculate the total life-cycle profit that the current (initial) design offers (including preproduction costs).
2. Assume that the two features that are apparently not valued by consumers will be eliminated. Also assume that the selling price is lowered to $125.
a. Calculate the target cost for the $125 price and 35 percent market share.
b. How much more cost reduction is needed?
c. What are the total life-cycle profits now projected for the new product?
d. Describe the three general approaches that Nico can take to reduce the projected cost to this new target. Of the three approaches, which is likely to produce the most reduction?
3. Suppose that the Engineering Department has two new designs: Design A and Design B. Both designs eliminate the two nonvalued features. Both designs also reduce production and logistics costs by an additional $8 per unit. Design A, however, leaves post-purchase costs at $10 per unit, while Design B reduces post-purchase costs to $4 per unit. Developing and testing Design A costs an additional $150,000, while Design B costs an additional $300,000. Assuming a price of $125, calculate the total life-cycle profits under each design. Which would you choose? Explain. What if the design you chose cost an additional $500,000 instead of $150,000 or $300,000? Would this have changed your decision?
4. Refer to Requirement 3. For every extra dollar spent on preproduction activities, how much benefit was generated? What does this say about the importance of knowing the linkages between preproduction activities and later activities?
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
13
What is an industrial value chain? Explain why a firm's strategies are tied to what happens in the rest of the value chain. Using total quality control as an example, explain how the success of this quality management approach is dependent on supplier linkages.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
14
Explain how backflush costing works.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
15
Life-Cycle Cost Management
Jolene Askew, manager of Feagan Company, has committed her company to a strategically sound cost reduction program. Emphasizing life-cycle cost management is a major part of this effort. Jolene is convinced that production costs can be reduced by paying more attention to the relationships between design and manufacturing. Design engineers need to know what causes manufacturing costs. She instructed her controller to develop a manufacturing cost formula for a newly proposed product. Marketing had already projected sales of 25,000 units for the new product. (The life cycle was estimated to be 18 months. The company expected to have 50 percent of the market and priced its product to achieve this goal.) The projected selling price was $20 per unit. The following cost formula was developed:
Y = $200,000 + $10 X 1
where
Upon seeing the cost formula, Jolene quickly calculated the projected gross profit to be $50,000. This produced a gross profit of $2 per unit, well below the targeted gross profit of $4 per unit. Jolene then sent a memo to the Engineering Department, instructing them to search for a new design that would lower the costs of production by at least $50,000 so that the target profit could be met.
Within two days, the Engineering Department proposed a new design that would reduce unit-variable cost from $10 per machine hour to $8 per machine hour (Design Z). The chief engineer, upon reviewing the design, questioned the validity of the controller's cost formula. He suggested a more careful assessment of the proposed design's effect on activities other than machining. Based on this suggestion, the following revised cost formula was developed. This cost formula reflected the cost relationships of the most recent design (Design Z).
Y = $140,000 + $8 X 1 + $5,000 X 2 + $2,000 X 3
where
X 1 = Machine hours
X 2 = Number of batches
X 3 = Number of engineering change orders
Based on scheduling and inventory considerations, the product would be produced in batches of 1,000; thus, 25 batches would be needed over the product's life cycle. Furthermore, based on past experience, the product would likely generate about 20 engineering change orders.
This new insight into the linkage of the product with its underlying activities led to a different design (Design W). This second design also lowered the unit-level cost by $2 per unit but decreased the number of design support requirements from 20 orders to 10 orders. Attention was also given to the setup activity, and the design engineer assigned to the product created a design that reduced setup time and lowered variable setup costs from $5,000 to $3,000 per setup. Furthermore, Design W also creates excess activity capacity for the setup activity, and resource spending for setup activity capacity can be decreased by $40,000, reducing the fixed cost component in the equation by this amount.
Design W was recommended and accepted. As prototypes of the design were tested, an additional benefit emerged. Based on test results, the post-purchase costs dropped from an estimated $0.70 per unit sold to $0.40 per unit sold. Using this information, the Marketing Department revised the projected market share upward from 50 percent to 60 percent (with no price decrease).
Required:
1. Calculate the expected gross profit per unit for Design Z using the controller's original cost formula. According to this outcome, does Design Z reach the targeted unit profit? Repeat, using the engineer's revised cost formula. Explain why Design Z failed to meet the targeted profit. What does this say about the use of unit-based costing for life-cycle cost management?
2. Calculate the expected profit per unit using Design W. Comment on the value of activity information for life-cycle cost management.
3. The benefit of the post-purchase cost reduction of Design W was discovered in testing. What direct benefit did it create for Feagan Company (in dollars)? Reducing post-purchase costs was not a specific design objective. Should it have been? Are there any other design objectives that should have been considered?
Jolene Askew, manager of Feagan Company, has committed her company to a strategically sound cost reduction program. Emphasizing life-cycle cost management is a major part of this effort. Jolene is convinced that production costs can be reduced by paying more attention to the relationships between design and manufacturing. Design engineers need to know what causes manufacturing costs. She instructed her controller to develop a manufacturing cost formula for a newly proposed product. Marketing had already projected sales of 25,000 units for the new product. (The life cycle was estimated to be 18 months. The company expected to have 50 percent of the market and priced its product to achieve this goal.) The projected selling price was $20 per unit. The following cost formula was developed:
Y = $200,000 + $10 X 1
where
Upon seeing the cost formula, Jolene quickly calculated the projected gross profit to be $50,000. This produced a gross profit of $2 per unit, well below the targeted gross profit of $4 per unit. Jolene then sent a memo to the Engineering Department, instructing them to search for a new design that would lower the costs of production by at least $50,000 so that the target profit could be met.
Within two days, the Engineering Department proposed a new design that would reduce unit-variable cost from $10 per machine hour to $8 per machine hour (Design Z). The chief engineer, upon reviewing the design, questioned the validity of the controller's cost formula. He suggested a more careful assessment of the proposed design's effect on activities other than machining. Based on this suggestion, the following revised cost formula was developed. This cost formula reflected the cost relationships of the most recent design (Design Z).
Y = $140,000 + $8 X 1 + $5,000 X 2 + $2,000 X 3
where
X 1 = Machine hours
X 2 = Number of batches
X 3 = Number of engineering change orders
Based on scheduling and inventory considerations, the product would be produced in batches of 1,000; thus, 25 batches would be needed over the product's life cycle. Furthermore, based on past experience, the product would likely generate about 20 engineering change orders.
This new insight into the linkage of the product with its underlying activities led to a different design (Design W). This second design also lowered the unit-level cost by $2 per unit but decreased the number of design support requirements from 20 orders to 10 orders. Attention was also given to the setup activity, and the design engineer assigned to the product created a design that reduced setup time and lowered variable setup costs from $5,000 to $3,000 per setup. Furthermore, Design W also creates excess activity capacity for the setup activity, and resource spending for setup activity capacity can be decreased by $40,000, reducing the fixed cost component in the equation by this amount.
Design W was recommended and accepted. As prototypes of the design were tested, an additional benefit emerged. Based on test results, the post-purchase costs dropped from an estimated $0.70 per unit sold to $0.40 per unit sold. Using this information, the Marketing Department revised the projected market share upward from 50 percent to 60 percent (with no price decrease).
Required:
1. Calculate the expected gross profit per unit for Design Z using the controller's original cost formula. According to this outcome, does Design Z reach the targeted unit profit? Repeat, using the engineer's revised cost formula. Explain why Design Z failed to meet the targeted profit. What does this say about the use of unit-based costing for life-cycle cost management?
2. Calculate the expected profit per unit using Design W. Comment on the value of activity information for life-cycle cost management.
3. The benefit of the post-purchase cost reduction of Design W was discovered in testing. What direct benefit did it create for Feagan Company (in dollars)? Reducing post-purchase costs was not a specific design objective. Should it have been? Are there any other design objectives that should have been considered?
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
16
Strategic Positioning
San Jose Goodwill Bank has been experiencing significant competition from nonbanking financial service providers such as mutual funds. As a result, interest rates were lower, and the bank found it more difficult to maintain or increase deposits. Profits had declined for the past two years. Concerned about the situation, the bank's executive managers commissioned a consulting group to assess the profitability of the bank's products and customers. The consulting group implemented an ABC system that traced costs to both products and customers. An ABC customer profitability analysis rated the customers on a scale of one to five, with one being the most lucrative. Customers in the number one category earned an average profit of $1,500 per year for the bank, while customers in the fifth category were costing the bank an average of $500 per year. The consulting group also conducted a marketing survey and discovered that the higher- end customers were leaving for banks that offered a broader range of financial products. Armed with the financial and marketing information provided by the consulting group, the banking executives decided to implement the following:
1. Broaden the markets to include investment and insurance products. The goal was to become a complete financial services provider to stop the loss of the higher-end customers. The broadening would also reduce the dependence of the bank on interest-based revenue. (Investment and insurance products produce fee-based revenues.)
2. Alter the customer mix by targeting only the upper three customer segments.
3. Set the bank apart from competitors by offering special, high-quality services to targeted customers:
a. The upper segment of customers will be classified as "Premier One" and will be issued a gold card. When presenting the card to a concierge at the door, the customer will be taken to a special teller window with no line, or to the desk of a specially trained bank officer.
b. For the highest-end customers, no-questions-asked refunds on fees that they think they shouldn't pay (categories one and two). Middle-end customers can negotiate. Low-end customers must pay the fees (categories four and five).
c. Provide secret, toll-free "VIP" numbers to customers in the Premier One category. In this way, they will have immediate access to a bank official for any inquiry they may have.
d. Impose a $4 teller fee for lower-end customers (categories four and five).
4. Improve operating efficiency by increasing productivity and eliminating costs that produce no revenues.
Required:
1. Describe the strategic positioning of San Jose Goodwill Bank in terms of the three general strategies: cost leadership, differentiation, and focusing. Of the three, which one(s) are apparently receiving the most emphasis?
2. Describe the role of cost management in defining the strategic position of the bank. What role do you think cost management will play as the bank attempts to establish and enhance its strategic position?
San Jose Goodwill Bank has been experiencing significant competition from nonbanking financial service providers such as mutual funds. As a result, interest rates were lower, and the bank found it more difficult to maintain or increase deposits. Profits had declined for the past two years. Concerned about the situation, the bank's executive managers commissioned a consulting group to assess the profitability of the bank's products and customers. The consulting group implemented an ABC system that traced costs to both products and customers. An ABC customer profitability analysis rated the customers on a scale of one to five, with one being the most lucrative. Customers in the number one category earned an average profit of $1,500 per year for the bank, while customers in the fifth category were costing the bank an average of $500 per year. The consulting group also conducted a marketing survey and discovered that the higher- end customers were leaving for banks that offered a broader range of financial products. Armed with the financial and marketing information provided by the consulting group, the banking executives decided to implement the following:
1. Broaden the markets to include investment and insurance products. The goal was to become a complete financial services provider to stop the loss of the higher-end customers. The broadening would also reduce the dependence of the bank on interest-based revenue. (Investment and insurance products produce fee-based revenues.)
2. Alter the customer mix by targeting only the upper three customer segments.
3. Set the bank apart from competitors by offering special, high-quality services to targeted customers:
a. The upper segment of customers will be classified as "Premier One" and will be issued a gold card. When presenting the card to a concierge at the door, the customer will be taken to a special teller window with no line, or to the desk of a specially trained bank officer.
b. For the highest-end customers, no-questions-asked refunds on fees that they think they shouldn't pay (categories one and two). Middle-end customers can negotiate. Low-end customers must pay the fees (categories four and five).
c. Provide secret, toll-free "VIP" numbers to customers in the Premier One category. In this way, they will have immediate access to a bank official for any inquiry they may have.
d. Impose a $4 teller fee for lower-end customers (categories four and five).
4. Improve operating efficiency by increasing productivity and eliminating costs that produce no revenues.
Required:
1. Describe the strategic positioning of San Jose Goodwill Bank in terms of the three general strategies: cost leadership, differentiation, and focusing. Of the three, which one(s) are apparently receiving the most emphasis?
2. Describe the role of cost management in defining the strategic position of the bank. What role do you think cost management will play as the bank attempts to establish and enhance its strategic position?
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
17
Backflush versus Traditional Costing: Variation 1
Potter Company has installed a JIT purchasing and manufacturing system and is using backflush accounting for its cost flows. It currently uses a two-trigger approach with the purchase of materials as the first trigger point and the completion of goods as the second trigger point. During the month of June, Potter had the following transactions:
* $40,500 labor plus $222,750 overhead.
There were no beginning or ending inventories. All goods produced were sold with a 60 percent markup. Any variance is closed to Cost of Goods Sold. (Variances are recognized monthly.)
Required:
1. Prepare the journal entries that would have been made using a traditional accounting approach for cost flows.
2. Prepare the journal entries for the month using backflush costing.
Potter Company has installed a JIT purchasing and manufacturing system and is using backflush accounting for its cost flows. It currently uses a two-trigger approach with the purchase of materials as the first trigger point and the completion of goods as the second trigger point. During the month of June, Potter had the following transactions:
* $40,500 labor plus $222,750 overhead.
There were no beginning or ending inventories. All goods produced were sold with a 60 percent markup. Any variance is closed to Cost of Goods Sold. (Variances are recognized monthly.)
Required:
1. Prepare the journal entries that would have been made using a traditional accounting approach for cost flows.
2. Prepare the journal entries for the month using backflush costing.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
18
JIT, Traceability of Costs, Product Costing Accuracy, JIT Effects on Cost Accounting Systems
Homer Manufacturing produces different models of 22-calibre rifles. The manufacturing costs assigned to its economy model rifle before and after installing JIT are given in the following table. Cell workers do all maintenance and are also responsible for moving materials, cell janitorial work, and inspecting products. Janitorial work outside the cells is still handled by the Janitorial Department.
In both the pre- and post-JIT setting, 10,000 units of the economy model are manufactured. In the JIT setting, manufacturing cells are used to produce each product. The management of Homer Manufacturing reported a significant decrease in manufacturing costs for all of its rifles after JIT was installed. It also reported less inventory-related costs and a significant decrease in lead times. Accounting costs also decreased because Homer switched from a job-order costing system to a process-costing system.
Required:
1. Compute the unit cost of the product before and after JIT.
2. Explain why the JIT unit cost is more accurate. Also explain what JIT features may have produced a decrease in production costs. Use as many specific cost items as possible to illustrate your explanation.
3. Explain why Homer Manufacturing switched from a job-order costing system to a process- costing system after JIT was implemented.
4. Classify the costs in the JIT environment according to how they are assigned to the cell: direct tracing, driver tracing, or allocation. Which cost assignment method is most common? What does this imply regarding product-costing accuracy?
Homer Manufacturing produces different models of 22-calibre rifles. The manufacturing costs assigned to its economy model rifle before and after installing JIT are given in the following table. Cell workers do all maintenance and are also responsible for moving materials, cell janitorial work, and inspecting products. Janitorial work outside the cells is still handled by the Janitorial Department.
In both the pre- and post-JIT setting, 10,000 units of the economy model are manufactured. In the JIT setting, manufacturing cells are used to produce each product. The management of Homer Manufacturing reported a significant decrease in manufacturing costs for all of its rifles after JIT was installed. It also reported less inventory-related costs and a significant decrease in lead times. Accounting costs also decreased because Homer switched from a job-order costing system to a process-costing system.
Required:
1. Compute the unit cost of the product before and after JIT.
2. Explain why the JIT unit cost is more accurate. Also explain what JIT features may have produced a decrease in production costs. Use as many specific cost items as possible to illustrate your explanation.
3. Explain why Homer Manufacturing switched from a job-order costing system to a process- costing system after JIT was implemented.
4. Classify the costs in the JIT environment according to how they are assigned to the cell: direct tracing, driver tracing, or allocation. Which cost assignment method is most common? What does this imply regarding product-costing accuracy?
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
19
What are the three viewpoints of product life cycle? How do they differ?
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
20
Backflush Costing: Variation 2
Refer to Exercise 11.15.
Required:
Prepare the journal entries for the month of June using backflush costing, assuming that Potter uses the sale of goods as the second trigger point instead of the completion of goods.
Refer to Exercise 11.15.
Required:
Prepare the journal entries for the month of June using backflush costing, assuming that Potter uses the sale of goods as the second trigger point instead of the completion of goods.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
21
JIT and Product Costing
Mott Company recently implemented a JIT manufacturing system. After one year of operation, Heidi Burrows, president of the company, wanted to compare product cost under the JIT system with product cost under the old system. Mott's two products are weed eaters and lawn edgers. The unit prime costs under the old system are as follows:
Under the old manufacturing system, the company operated three service centers and two production departments. Overhead was applied using departmental overhead rates. The direct overhead costs associated with each department for the year preceding the installation of JIT are as follows:
Under the old system, the overhead costs of the service departments were allocated directly to the producing departments and then to the products passing through them. (Both products passed through each producing department.) The overhead rate for the Machining Department was based on machine hours, and the overhead rate for assembly was based on direct labor hours. During the last year of operations for the old system, the Machining Department used 80,000 machine hours, and the Assembly Department used 20,000 direct labor hours. Each weed eater required 1.0 machine hour in Machining and 0.25 direct labor hour in Assembly. Each lawn edger required 2.0 machine hours in Machining and 0.5 hour in Assembly. Bases for allocation of the service costs are as follows:
Upon implementing JIT, a manufacturing cell for each product was created to replace the departmental structure. Each cell occupied 40,000 square feet. Maintenance and materials handling were both decentralized to the cell level. Essentially, cell workers were trained to operate the machines in each cell, assemble the components, maintain the machines, and move the partially completed units from one point to the next within the cell. During the first year of the JIT system, the company produced and sold 20,000 weed eaters and 30,000 lawn edgers. This output was identical to that for the last year of operations under the old system. The following costs have been assigned to the manufacturing cells:
Required:
1. Compute the unit cost for each product under the old manufacturing system.
2. Compute the unit cost for each product under the JIT system.
3. Which of the unit costs is more accurate? Explain. Include in your explanation a discussion of how the computational approaches differ.
4. Calculate the decrease in overhead costs under JIT, and provide some possible reasons that explain the decrease.
Mott Company recently implemented a JIT manufacturing system. After one year of operation, Heidi Burrows, president of the company, wanted to compare product cost under the JIT system with product cost under the old system. Mott's two products are weed eaters and lawn edgers. The unit prime costs under the old system are as follows:
Under the old manufacturing system, the company operated three service centers and two production departments. Overhead was applied using departmental overhead rates. The direct overhead costs associated with each department for the year preceding the installation of JIT are as follows:
Under the old system, the overhead costs of the service departments were allocated directly to the producing departments and then to the products passing through them. (Both products passed through each producing department.) The overhead rate for the Machining Department was based on machine hours, and the overhead rate for assembly was based on direct labor hours. During the last year of operations for the old system, the Machining Department used 80,000 machine hours, and the Assembly Department used 20,000 direct labor hours. Each weed eater required 1.0 machine hour in Machining and 0.25 direct labor hour in Assembly. Each lawn edger required 2.0 machine hours in Machining and 0.5 hour in Assembly. Bases for allocation of the service costs are as follows:
Upon implementing JIT, a manufacturing cell for each product was created to replace the departmental structure. Each cell occupied 40,000 square feet. Maintenance and materials handling were both decentralized to the cell level. Essentially, cell workers were trained to operate the machines in each cell, assemble the components, maintain the machines, and move the partially completed units from one point to the next within the cell. During the first year of the JIT system, the company produced and sold 20,000 weed eaters and 30,000 lawn edgers. This output was identical to that for the last year of operations under the old system. The following costs have been assigned to the manufacturing cells:
Required:
1. Compute the unit cost for each product under the old manufacturing system.
2. Compute the unit cost for each product under the JIT system.
3. Which of the unit costs is more accurate? Explain. Include in your explanation a discussion of how the computational approaches differ.
4. Calculate the decrease in overhead costs under JIT, and provide some possible reasons that explain the decrease.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
22
Driver Classification
Classify the following cost drivers as structural, executional, or operational.
a. Number of plants
b. Number of moves
c. Degree of employee involvement
d. Capacity utilization
e. Number of product lines
f. Number of distribution channels
g. Engineering hours
h. Direct labor hours
i. Scope
j. Product configuration
k. Quality management approach
l. Number of receiving orders
m. Number of defective units
n. Employee experience
o. Types of process technologies
p. Number of purchase orders
q. Type and efficiency of layout
r. Scale
s. Number of functional departments
t. Number of planning meetings
Classify the following cost drivers as structural, executional, or operational.
a. Number of plants
b. Number of moves
c. Degree of employee involvement
d. Capacity utilization
e. Number of product lines
f. Number of distribution channels
g. Engineering hours
h. Direct labor hours
i. Scope
j. Product configuration
k. Quality management approach
l. Number of receiving orders
m. Number of defective units
n. Employee experience
o. Types of process technologies
p. Number of purchase orders
q. Type and efficiency of layout
r. Scale
s. Number of functional departments
t. Number of planning meetings
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
23
Backflush versus Traditional Costing: Variations 3 and 4
Refer to Exercise 11.15.
Required:
1. Prepare the journal entries for the month of May using backflush costing, assuming that Potter uses the completion of goods as the only trigger point.
2. Prepare the journal entries for the month of May using backflush costing, assuming that Potter uses the sale of goods as the only trigger point.
Refer to Exercise 11.15.
Required:
1. Prepare the journal entries for the month of May using backflush costing, assuming that Potter uses the completion of goods as the only trigger point.
2. Prepare the journal entries for the month of May using backflush costing, assuming that Potter uses the sale of goods as the only trigger point.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
24
Backflush Costing, Conversion Rate
Southward Company has implemented a JIT flexible manufacturing system. John Richins, controller of the company, has decided to reduce the accounting requirements given the expectation of lower inventories. For one thing, he has decided to treat direct labor cost as a part of overhead and to discontinue the detailed direct labor accounting of the past. The company has created two manufacturing cells, each capable of producing a family of products: the radiator cell and the water pump cell. The output of both cells is sold to a sister division and to customers who use the radiators and water pumps for repair activity. Product-level overhead costs outside the cells are assigned to each cell using appropriate drivers. Facility-level costs are allocated to each cell on the basis of square footage. The budgeted direct labor and overhead costs are as follows:
The predetermined conversion cost rate is based on available production hours in each cell. The radiator cell has 45,000 hours available for production, and the water pump cell has 27,000 hours. Conversion costs are applied to the units produced by multiplying the conversion rate by the actual time required to produce the units. The radiator cell produced 81,000 units, taking 0.5 hour to produce one unit of product (on average). The water pump cell produced 90,000 units, taking 0.25 hour to produce one unit of product (on average).
Other actual results for the year are as follows:
All units produced were sold. Any conversion cost variance is closed to Cost of Goods Sold.
Required:
1. Calculate the predetermined conversion cost rates for each cell.
2. Prepare journal entries using backflush accounting. Assume two trigger points, with completion of goods as the second trigger point.
3. Repeat Requirement 2, assuming that the second trigger point is the sale of the goods.
4. Explain why there is no need to have a work-in-process inventory account.
5. Two variants of backflush costing were presented in which each used two trigger points, with the second trigger point differing. Suppose that the only trigger point for recognizing manufacturing costs occurs when the goods are sold. How would the entries be listed here? When would this backflush variant be considered appropriate?
Southward Company has implemented a JIT flexible manufacturing system. John Richins, controller of the company, has decided to reduce the accounting requirements given the expectation of lower inventories. For one thing, he has decided to treat direct labor cost as a part of overhead and to discontinue the detailed direct labor accounting of the past. The company has created two manufacturing cells, each capable of producing a family of products: the radiator cell and the water pump cell. The output of both cells is sold to a sister division and to customers who use the radiators and water pumps for repair activity. Product-level overhead costs outside the cells are assigned to each cell using appropriate drivers. Facility-level costs are allocated to each cell on the basis of square footage. The budgeted direct labor and overhead costs are as follows:
The predetermined conversion cost rate is based on available production hours in each cell. The radiator cell has 45,000 hours available for production, and the water pump cell has 27,000 hours. Conversion costs are applied to the units produced by multiplying the conversion rate by the actual time required to produce the units. The radiator cell produced 81,000 units, taking 0.5 hour to produce one unit of product (on average). The water pump cell produced 90,000 units, taking 0.25 hour to produce one unit of product (on average).
Other actual results for the year are as follows:
All units produced were sold. Any conversion cost variance is closed to Cost of Goods Sold.
Required:
1. Calculate the predetermined conversion cost rates for each cell.
2. Prepare journal entries using backflush accounting. Assume two trigger points, with completion of goods as the second trigger point.
3. Repeat Requirement 2, assuming that the second trigger point is the sale of the goods.
4. Explain why there is no need to have a work-in-process inventory account.
5. Two variants of backflush costing were presented in which each used two trigger points, with the second trigger point differing. Suppose that the only trigger point for recognizing manufacturing costs occurs when the goods are sold. How would the entries be listed here? When would this backflush variant be considered appropriate?
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
25
Exploiting Internal Linkages
Woodruff Company is currently producing a snowmobile that uses five specialized parts. Engineering has proposed replacing these specialized parts with commodity parts, which will cost less and can be purchased in larger order quantities. Current activity capacity and demand (with specialized parts required) and expected activity demand (with only commodity parts required) are provided.
Additionally, the following activity cost data are provided:
Material usage : $20 per specialized part used; $16 per commodity part; no fixed activity cost. Installing parts : $14 per direct labor hour; no fixed activity cost. Purchasing parts: Four salaried clerks, each earning a $45,000 annual salary; each clerk is capable of processing 5,000 purchase orders. Variable activity costs: $0.80 per purchase order processed for forms, postage, etc.
Required:
1. Calculate the cost reduction produced by using commodity parts instead of specialized parts.
2. Suppose that 50,000 units are being produced and sold for $8,800 per unit and that the price per unit will be reduced by the per-unit savings. What is the new price for the configured product?
3. What if the expected activity demand for purchase orders was 8,500? How would this affect the answers to Requirements 1 and 2?
Woodruff Company is currently producing a snowmobile that uses five specialized parts. Engineering has proposed replacing these specialized parts with commodity parts, which will cost less and can be purchased in larger order quantities. Current activity capacity and demand (with specialized parts required) and expected activity demand (with only commodity parts required) are provided.
Additionally, the following activity cost data are provided:
Material usage : $20 per specialized part used; $16 per commodity part; no fixed activity cost. Installing parts : $14 per direct labor hour; no fixed activity cost. Purchasing parts: Four salaried clerks, each earning a $45,000 annual salary; each clerk is capable of processing 5,000 purchase orders. Variable activity costs: $0.80 per purchase order processed for forms, postage, etc.
Required:
1. Calculate the cost reduction produced by using commodity parts instead of specialized parts.
2. Suppose that 50,000 units are being produced and sold for $8,800 per unit and that the price per unit will be reduced by the per-unit savings. What is the new price for the configured product?
3. What if the expected activity demand for purchase orders was 8,500? How would this affect the answers to Requirements 1 and 2?
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
26
What are the four stages of the marketing life cycle?
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
27
Cost Assignment and JIT
Bunker Company produces two types of glucose monitors (basic and advanced). Both pass through two producing departments: Fabrication and Assembly. Bunker also has an Inspection Department that is responsible for testing monitors to ensure that they perform within prespecified tolerance ranges (a sampling procedure is used). Budgeted data for the three departments are as follows:
In the Fabrication Department, the basic model requires 0.5 hour of direct labor and the advanced model requires 1.0 hour. In the Assembly Department, the basic model requires 0.7 hour of direct labor and the advanced model requires 1.25 hours. There are 45,000 basic units produced and 24,000 advanced units.
Immediately after preparing the budgeted data, a consultant suggests that two manufacturing cells be created: one for the manufacture of the basic model and the other for the manufacture of the advanced model. Raw materials would be delivered to each cell, and goods would be shipped immediately to customers upon completion. Workers within each cell would also be trained to perform monitor testing. The total direct overhead costs estimated for each cell would be $228,000 for the basic cell and $720,000 for the advanced cell.
Required:
1. Allocate the inspection costs to each department, and compute the overhead cost per unit for each monitor. (Overhead rates use direct labor hours.)
2. Compute the overhead cost per unit if manufacturing cells are created. Which unit overhead cost do you think is more accurate-the one computed with a departmental structure, or the one computed using a cell structure? Explain.
3. Note that the total overhead costs for the cell structure are lower. Explain why.
Bunker Company produces two types of glucose monitors (basic and advanced). Both pass through two producing departments: Fabrication and Assembly. Bunker also has an Inspection Department that is responsible for testing monitors to ensure that they perform within prespecified tolerance ranges (a sampling procedure is used). Budgeted data for the three departments are as follows:
In the Fabrication Department, the basic model requires 0.5 hour of direct labor and the advanced model requires 1.0 hour. In the Assembly Department, the basic model requires 0.7 hour of direct labor and the advanced model requires 1.25 hours. There are 45,000 basic units produced and 24,000 advanced units.
Immediately after preparing the budgeted data, a consultant suggests that two manufacturing cells be created: one for the manufacture of the basic model and the other for the manufacture of the advanced model. Raw materials would be delivered to each cell, and goods would be shipped immediately to customers upon completion. Workers within each cell would also be trained to perform monitor testing. The total direct overhead costs estimated for each cell would be $228,000 for the basic cell and $720,000 for the advanced cell.
Required:
1. Allocate the inspection costs to each department, and compute the overhead cost per unit for each monitor. (Overhead rates use direct labor hours.)
2. Compute the overhead cost per unit if manufacturing cells are created. Which unit overhead cost do you think is more accurate-the one computed with a departmental structure, or the one computed using a cell structure? Explain.
3. Note that the total overhead costs for the cell structure are lower. Explain why.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
28
JIT, Creation of Manufacturing Cells, Behavioral Considerations, Impact on Costing Practices
Reddy Heaters, Inc., produces insert heaters that can be used for various applications, ranging from coffeepots to submarines. Because of the wide variety of insert heaters produced, Reddy uses a job-order costing system. Product lines are differentiated by the size of the heater. In the early stages of the company's history, sales were strong and profits steadily increased. In recent years, however, profits have been declining, and the company has been losing market share. Alarmed by the deteriorating financial position of the company, President Doug Young requested a special study to identify the problems. Sheri Butler, the head of the Internal Audit Department, was put in charge of the study. After two months of investigation, Sheri was ready to report her findings.
SHERI : Doug, I think we have some real concerns that need to be addressed. Production is down, employee morale is low, and the number of defective units that we have to scrap is way up. In fact, over the past several years, our scrap rate has increased from 9 percent to 15 percent of total production. And scrap is expensive. We don't detect defective units until the end of the process. By that time, we lose everything. The nature of the product simply doesn't permit rework.
DOUG : I have a feeling that the increased scrap rate is related to the morale problem you've encountered. Do you have any feel for why morale is low?
SHERI : I get the feeling that boredom is a factor. Many employees don't feel challenged by their work. Also, with the decline in performance, they are receiving more pressure from their supervisors, which simply aggravates the problem.
DOUG : What other problems have you detected?
SHERI : Well, much of our market share has been lost to foreign competitors. The time it takes us to process an order, from time of receipt to delivery, has increased from 20 to 30 days. Some of the customers we have lost have switched to Japanese suppliers, from whom they receive heaters in less than 15 days. Added to this delay in our delivery is an increase in the number of complaints about poorly performing heaters. Our quality has definitely taken a nosedive over the past several years.
DOUG : It's amazing that it has taken us this long to spot these problems. It's incredible to me that the Japanese can deliver a part faster than we can, even in our more efficient days. I wonder what their secret is.
SHERI : I investigated that very issue. It appears that they can produce and deliver their heaters rapidly because they use a JIT purchasing and manufacturing system.
DOUG : Can we use this system to increase our competitive ability?
SHERI : I think so, but we'll need to hire a consultant to tell us how to do it. Also, it might be a good idea to try it out on only one of our major product lines. I suggest the small heater line. It is having the most problems and has been showing a loss for the past two years. If JIT can restore this line to a competitive mode, then it'll work for the other lines as well.
Within a week, Reddy Heaters hired the services of a large CPA firm. The firm sent Kim Burnham, one of its managers, to do the initial background work. After spending some time at the plant, Kim wrote up the following description of the small heater production process:
The various departments are scattered throughout the factory. Labor is specialized and trained to operate the machines in the respective departments. Additionally, the company has a centralized stores area that provides the raw materials for production, a centralized Maintenance Department that has responsibility for maintaining all production equipment, and a group of laborers responsible for moving the partially completed units from department to department.
Under the current method ofproduction, small heaters pass through several departments, where each department has a collection of similar machines. The first department cuts a metal pipe into one of three lengths: three, four, or five inches long. The cut pipe is then taken to the Laser Department, where the part number is printed on the pipe. In a second department, ceramic cylinders-cut to smaller lengths than the pipe-are wrapped with a fine wire (using a wrapping machine). The pipe and the wrapped ceramic cylinders are then taken to the Welding Department, where the wrapped ceramic cylinders are placed inside the pipe, centered, and filled with a substance that prevents electricity from reaching the metal pipe. Finally, the ends of the pipe are welded shut with two wire leads protruding from one end. This completed heater is then transferred to the Testing Department, which uses special equipment to see if the heater functions properly.
The small heaters are produced in batches of 300. It takes 50 hours to cut 300 metal pipes and prepare 300 ceramic cylinders (1/6 hour per unit, both processes occurring at the same time). After 50 hours of production time, the 300 metal pipes are transported to the Laser Department (20 minutes transport time), and the 300 ceramic cylinders are transported to the Welding Department (20 minutes transport time). In the Laser Department, it takes 50 hours to imprint the part number (1/6 hour per pipe). The 300 metal pipes are then transported to the Welding Department. In the Welding Department, the ceramic and metal pipes are joined and welded. The welding process takes 50 hours (1/6 hour per pipe). Finally, the 300 units are transported (20 minutes) to the Testing Department. Each unit requires 1/6 hour for testing, or a total of 50 hours for the 300 units. From start to finish, the total production time for the 300 units is as follows:
Notice that Laser must wait 50 hours before it can begin imprinting. Similarly, Welding must wait 100 hours before it can begin working on the batch, and finally, Testing must wait 150 hours before it can begin working on the batch.
Based on the information gathered, Kim estimated that the production time for 300 units could be cut from 201 hours to about 50 hours by creating a small heater manufacturing cell.
Required:
1. One of the first actions taken by Reddy Heaters was to organize a manufacturing cell for the small heater line. Describe how you would organize the manufacturing cell. How does it differ from the traditional arrangement? Will any training costs be associated with the transition to JIT? Explain.
2. Explain, with computational support, how the production time for 300 units can be reduced to about 50 hours. If this is a true reduction in production time, what implications does it have for Reddy's competitive position?
3. Describe the organizational and operational activities that must be managed to bring about the reduction in production time. What are the cost drivers associated with these activities? For operational drivers, indicate the expected effect on activity costs.
4. Initially, the employees resented the change to JIT. After a small period of time, however, morale improved significantly. Explain why the change to JIT increased employee morale.
5. Within a few months, Reddy was able to offer a lower price for its small heaters. Additionally, the number of complaints about the performance of the small heaters declined sharply. By the end of the second year, the product line was reporting profits greater than had ever been achieved. Discuss the JIT features that may have made the lower price and higher profits possible.
6. Within a year of the JIT installation, Reddy's controller remarked, "We have a much better idea than ever before of what it is costing us to produce these small insert heaters." Offer some justification for the controller's statement.
7. Discuss the impact that JIT has on other management accounting practices.
Reddy Heaters, Inc., produces insert heaters that can be used for various applications, ranging from coffeepots to submarines. Because of the wide variety of insert heaters produced, Reddy uses a job-order costing system. Product lines are differentiated by the size of the heater. In the early stages of the company's history, sales were strong and profits steadily increased. In recent years, however, profits have been declining, and the company has been losing market share. Alarmed by the deteriorating financial position of the company, President Doug Young requested a special study to identify the problems. Sheri Butler, the head of the Internal Audit Department, was put in charge of the study. After two months of investigation, Sheri was ready to report her findings.
SHERI : Doug, I think we have some real concerns that need to be addressed. Production is down, employee morale is low, and the number of defective units that we have to scrap is way up. In fact, over the past several years, our scrap rate has increased from 9 percent to 15 percent of total production. And scrap is expensive. We don't detect defective units until the end of the process. By that time, we lose everything. The nature of the product simply doesn't permit rework.
DOUG : I have a feeling that the increased scrap rate is related to the morale problem you've encountered. Do you have any feel for why morale is low?
SHERI : I get the feeling that boredom is a factor. Many employees don't feel challenged by their work. Also, with the decline in performance, they are receiving more pressure from their supervisors, which simply aggravates the problem.
DOUG : What other problems have you detected?
SHERI : Well, much of our market share has been lost to foreign competitors. The time it takes us to process an order, from time of receipt to delivery, has increased from 20 to 30 days. Some of the customers we have lost have switched to Japanese suppliers, from whom they receive heaters in less than 15 days. Added to this delay in our delivery is an increase in the number of complaints about poorly performing heaters. Our quality has definitely taken a nosedive over the past several years.
DOUG : It's amazing that it has taken us this long to spot these problems. It's incredible to me that the Japanese can deliver a part faster than we can, even in our more efficient days. I wonder what their secret is.
SHERI : I investigated that very issue. It appears that they can produce and deliver their heaters rapidly because they use a JIT purchasing and manufacturing system.
DOUG : Can we use this system to increase our competitive ability?
SHERI : I think so, but we'll need to hire a consultant to tell us how to do it. Also, it might be a good idea to try it out on only one of our major product lines. I suggest the small heater line. It is having the most problems and has been showing a loss for the past two years. If JIT can restore this line to a competitive mode, then it'll work for the other lines as well.
Within a week, Reddy Heaters hired the services of a large CPA firm. The firm sent Kim Burnham, one of its managers, to do the initial background work. After spending some time at the plant, Kim wrote up the following description of the small heater production process:
The various departments are scattered throughout the factory. Labor is specialized and trained to operate the machines in the respective departments. Additionally, the company has a centralized stores area that provides the raw materials for production, a centralized Maintenance Department that has responsibility for maintaining all production equipment, and a group of laborers responsible for moving the partially completed units from department to department.
Under the current method ofproduction, small heaters pass through several departments, where each department has a collection of similar machines. The first department cuts a metal pipe into one of three lengths: three, four, or five inches long. The cut pipe is then taken to the Laser Department, where the part number is printed on the pipe. In a second department, ceramic cylinders-cut to smaller lengths than the pipe-are wrapped with a fine wire (using a wrapping machine). The pipe and the wrapped ceramic cylinders are then taken to the Welding Department, where the wrapped ceramic cylinders are placed inside the pipe, centered, and filled with a substance that prevents electricity from reaching the metal pipe. Finally, the ends of the pipe are welded shut with two wire leads protruding from one end. This completed heater is then transferred to the Testing Department, which uses special equipment to see if the heater functions properly.
The small heaters are produced in batches of 300. It takes 50 hours to cut 300 metal pipes and prepare 300 ceramic cylinders (1/6 hour per unit, both processes occurring at the same time). After 50 hours of production time, the 300 metal pipes are transported to the Laser Department (20 minutes transport time), and the 300 ceramic cylinders are transported to the Welding Department (20 minutes transport time). In the Laser Department, it takes 50 hours to imprint the part number (1/6 hour per pipe). The 300 metal pipes are then transported to the Welding Department. In the Welding Department, the ceramic and metal pipes are joined and welded. The welding process takes 50 hours (1/6 hour per pipe). Finally, the 300 units are transported (20 minutes) to the Testing Department. Each unit requires 1/6 hour for testing, or a total of 50 hours for the 300 units. From start to finish, the total production time for the 300 units is as follows:
Notice that Laser must wait 50 hours before it can begin imprinting. Similarly, Welding must wait 100 hours before it can begin working on the batch, and finally, Testing must wait 150 hours before it can begin working on the batch.
Based on the information gathered, Kim estimated that the production time for 300 units could be cut from 201 hours to about 50 hours by creating a small heater manufacturing cell.
Required:
1. One of the first actions taken by Reddy Heaters was to organize a manufacturing cell for the small heater line. Describe how you would organize the manufacturing cell. How does it differ from the traditional arrangement? Will any training costs be associated with the transition to JIT? Explain.
2. Explain, with computational support, how the production time for 300 units can be reduced to about 50 hours. If this is a true reduction in production time, what implications does it have for Reddy's competitive position?
3. Describe the organizational and operational activities that must be managed to bring about the reduction in production time. What are the cost drivers associated with these activities? For operational drivers, indicate the expected effect on activity costs.
4. Initially, the employees resented the change to JIT. After a small period of time, however, morale improved significantly. Explain why the change to JIT increased employee morale.
5. Within a few months, Reddy was able to offer a lower price for its small heaters. Additionally, the number of complaints about the performance of the small heaters declined sharply. By the end of the second year, the product line was reporting profits greater than had ever been achieved. Discuss the JIT features that may have made the lower price and higher profits possible.
6. Within a year of the JIT installation, Reddy's controller remarked, "We have a much better idea than ever before of what it is costing us to produce these small insert heaters." Offer some justification for the controller's statement.
7. Discuss the impact that JIT has on other management accounting practices.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
29
What does it mean to obtain a competitive advantage? What role does the cost management system play in helping to achieve this goal?
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
30
Operational and Organizational Activities
McConkie Company has decided to pursue a cost leadership strategy. This decision is prompted, in part, by increased competition from foreign firms. McConkie's management is confident that costs can be reduced by more efficient management of the firm's operational activities. Improving operational activity efficiency, however, often requires some strategic changes in organizational activities. McConkie currently uses a very traditional manufacturing approach. Plants are organized along departmental lines. Management follows a typical pyramid structure. Labor is specialized and located in departments. Quality management follows a conventional acceptable quality level approach. (Batches of products are accepted if the number of defective units is below some predetermined level.) Materials are purchased from a large number of suppliers, and sizable inventories of materials, work in process, and finished goods are maintained. The company produces many different products that use a variety of different parts, many of which are purchased from suppliers.
Required:
Given this brief description of the firm and its setting, for each of the following operational activities and their associated drivers, suggest some strategic changes in organizational activities (and drivers) that might reduce the cost of performing the indicated operational activity. Explain your reasoning.
McConkie Company has decided to pursue a cost leadership strategy. This decision is prompted, in part, by increased competition from foreign firms. McConkie's management is confident that costs can be reduced by more efficient management of the firm's operational activities. Improving operational activity efficiency, however, often requires some strategic changes in organizational activities. McConkie currently uses a very traditional manufacturing approach. Plants are organized along departmental lines. Management follows a typical pyramid structure. Labor is specialized and located in departments. Quality management follows a conventional acceptable quality level approach. (Batches of products are accepted if the number of defective units is below some predetermined level.) Materials are purchased from a large number of suppliers, and sizable inventories of materials, work in process, and finished goods are maintained. The company produces many different products that use a variety of different parts, many of which are purchased from suppliers.
Required:
Given this brief description of the firm and its setting, for each of the following operational activities and their associated drivers, suggest some strategic changes in organizational activities (and drivers) that might reduce the cost of performing the indicated operational activity. Explain your reasoning.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
31
Which of the following is a true statement about activity-based customer costing? a. Customer diversity requires a single driver to trace costs accurately to customers.
B) Customers can consume customer-driven activities in different proportions.
C) It will rarely result in any changes in a company's customer mix.
D) It will seldom improve profitability.
B) Customers can consume customer-driven activities in different proportions.
C) It will rarely result in any changes in a company's customer mix.
D) It will seldom improve profitability.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
32
Activity-Based Supplier Costing
Ventana Company is a car window repair and replacement company operating in the after-sales market. Ventana's purchasing manager uses two suppliers (Jones Glass and Claro Glass) for the source of its passenger car windows. Data relating to side windows (Side) and windshields (WS) are given on the next page.
I. Activity Costs
II. Supplier Data
Required:
1. Calculate the activity rates for assigning costs to suppliers.
2. Calculate the total unit purchasing cost for each component for each supplier.
3. What if the quantity of side windows that can be purchased is limited to 15,000 units from Jones and 45,000 units from Claro? There is no limit from either source for windshields. Based on cost, what purchasing mix should be chosen? What problem does this create? What else might you suggest if you were the manager of Ventana?
Ventana Company is a car window repair and replacement company operating in the after-sales market. Ventana's purchasing manager uses two suppliers (Jones Glass and Claro Glass) for the source of its passenger car windows. Data relating to side windows (Side) and windshields (WS) are given on the next page.
I. Activity Costs
II. Supplier Data
Required:
1. Calculate the activity rates for assigning costs to suppliers.
2. Calculate the total unit purchasing cost for each component for each supplier.
3. What if the quantity of side windows that can be purchased is limited to 15,000 units from Jones and 45,000 units from Claro? There is no limit from either source for windshields. Based on cost, what purchasing mix should be chosen? What problem does this create? What else might you suggest if you were the manager of Ventana?
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
33
What are life-cycle costs? How do these costs relate to the production life cycle?
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
34
Which of the following is a true statement about activity-based supplier costing? a. The cost of a supplier is the purchase price of the components or materials acquired.
B) Suppliers can affect many internal activities of a firm and significantly increase the cost of purchasing.
C) It encourages managers to evaluate suppliers based on purchase cost.
D) It encourages managers to increase the number of suppliers.
B) Suppliers can affect many internal activities of a firm and significantly increase the cost of purchasing.
C) It encourages managers to evaluate suppliers based on purchase cost.
D) It encourages managers to increase the number of suppliers.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
35
What is customer value? How is customer value related to a cost leadership strategy? To a differentiation strategy? To strategic positioning?
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
36
External Linkages, Activity-Based Supplier Costing
Jackson, Inc., manufactures motorcycles. Jackson produces all the components necessary for the production of the cycles except for one (a carburetor). This component is purchased from two local suppliers: Harvey Parts and Curtis, Inc. Harvey sells the component for $64 per unit, while Curtis sells the same component for $57. Because of the lower price, Jackson purchases 75 percent of its components from Curtis. Jackson purchases the remaining 25 percent from Harvey to ensure an alternative source. The total annual demand is 160,000 carburetors.
Harvey's sales manager is pushing Jackson to purchase more of its units, arguing that its component is of much higher quality and so should prove to be less costly than Curtis's lowerquality component. Harvey has sufficient capacity to supply all the carburetors needed and is asking for a long-term contract. With a five-year contract for 120,000 or more units, Harvey will sell the component for $60 per unit with a contractual provision for an annual product-specific inflationary adjustment. Jackson's purchasing manager is intrigued by the offer and wonders if the higher-quality carburetor actually does cost less than the lower-quality Curtis carburetor. To help assess the cost effect of the two products, the following data were collected for qualityrelated activities and suppliers:
I. Activity data:
II. Supplier data:
Required:
1. Calculate the cost per component for each supplier, taking into consideration the costs of the quality-related activities and using the current prices and sales volume. Given this information, what do you think the purchasing manager ought to do? Explain.
2. Suppose the Quality Control Department estimates that the company loses $3,300,000 in sales per year because of the reputation effect of defective units attributable to failed components. What information would you like to have to assign this cost to each supplier? Suppose that you had to assign the cost of lost sales to each supplier using one of the drivers already listed. Which would you choose? Using this driver, calculate the change in the cost of the Curtis carburetor attributable to lost sales.
Jackson, Inc., manufactures motorcycles. Jackson produces all the components necessary for the production of the cycles except for one (a carburetor). This component is purchased from two local suppliers: Harvey Parts and Curtis, Inc. Harvey sells the component for $64 per unit, while Curtis sells the same component for $57. Because of the lower price, Jackson purchases 75 percent of its components from Curtis. Jackson purchases the remaining 25 percent from Harvey to ensure an alternative source. The total annual demand is 160,000 carburetors.
Harvey's sales manager is pushing Jackson to purchase more of its units, arguing that its component is of much higher quality and so should prove to be less costly than Curtis's lowerquality component. Harvey has sufficient capacity to supply all the carburetors needed and is asking for a long-term contract. With a five-year contract for 120,000 or more units, Harvey will sell the component for $60 per unit with a contractual provision for an annual product-specific inflationary adjustment. Jackson's purchasing manager is intrigued by the offer and wonders if the higher-quality carburetor actually does cost less than the lower-quality Curtis carburetor. To help assess the cost effect of the two products, the following data were collected for qualityrelated activities and suppliers:
I. Activity data:
II. Supplier data:
Required:
1. Calculate the cost per component for each supplier, taking into consideration the costs of the quality-related activities and using the current prices and sales volume. Given this information, what do you think the purchasing manager ought to do? Explain.
2. Suppose the Quality Control Department estimates that the company loses $3,300,000 in sales per year because of the reputation effect of defective units attributable to failed components. What information would you like to have to assign this cost to each supplier? Suppose that you had to assign the cost of lost sales to each supplier using one of the drivers already listed. Which would you choose? Using this driver, calculate the change in the cost of the Curtis carburetor attributable to lost sales.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
37
This year, Hassell Company will ship 4,000,000 pounds of chocolates to customers with total order-filling costs of $900,000. There are two types of customers: those who order 50,000 pound lots (small customers) and those who order 250,000 pound lots (large customers). Each customer category is responsible for buying 1,500,000 pounds. The selling price per pound is $2 per lb for the 50,000 pound lot and $3 per lb for the larger lots, due to differences in the type of chocolate.
ABC would likely assign order-filling costs to the customer type as follows:
a. $450,000, small; $450,000, large (using pounds as the driver)
b. $360,000, small; $540,000, large (using revenue as the driver)
c. $750,000, small; $150,000, large (using number of orders as the driver)
d. $450,000, small; $450,000, large (using customer type as the driver)
ABC would likely assign order-filling costs to the customer type as follows:
a. $450,000, small; $450,000, large (using pounds as the driver)
b. $360,000, small; $540,000, large (using revenue as the driver)
c. $750,000, small; $150,000, large (using number of orders as the driver)
d. $450,000, small; $450,000, large (using customer type as the driver)
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
38
Activity-Based Customer Costing
Deeds Company sells custom-made machine parts to industrial equipment manufacturers by bidding cost plus 40 percent, where cost is defined as manufacturing cost plus order processing cost. There are two types of customers: those who place small, frequent orders and those who place larger, less frequent orders. Cost and sales information by customer category is provided below.
Order-filling capacity is purchased in steps (order-processing clerks) of 1,000, each step costing $40,000; variable order-filling activity costs are $30 per order. The activity capacity is 39,000 orders; thus, the total order-filling cost is $2,715,000 [(39 steps × $40,000) þ ($30 × 38,500)]. Current practice allocates ordering cost in proportion to the units purchased.
Deeds recently lost a bid for 100 units. (The per-unit bid price was $2 per unit more than the winning bid.) The manager of Deeds was worried that this was a recurring trend for the larger orders. (Other large orders had been lost with similar margins of loss.) No such problem was taking place for the smaller orders; the company rarely lost bids on smaller orders.
Required:
1. Calculate the unit bid price offered to Deeds's customers assuming that order-filling cost is allocated to each customer category in proportion to units sold.
2. Assume that a newly implemented ABC system concludes that the number of orders placed is the best cost driver for the order-filling activity. Assign order-filling costs using this driver to each customer type and then calculate the new unit bid price for each customer type. Using this new price, would Deeds have won the bid for the 100 units recently lost?
3. What if Deeds offers a discount for orders of 35 units or more to the frequently ordering customers? Assume that all the frequently ordering customers can and do take advantage of this offer at the minimum level possible. Can Deeds offer the original price from Requirement 1 to the frequently ordering customers and not decrease its profitability?
Deeds Company sells custom-made machine parts to industrial equipment manufacturers by bidding cost plus 40 percent, where cost is defined as manufacturing cost plus order processing cost. There are two types of customers: those who place small, frequent orders and those who place larger, less frequent orders. Cost and sales information by customer category is provided below.
Order-filling capacity is purchased in steps (order-processing clerks) of 1,000, each step costing $40,000; variable order-filling activity costs are $30 per order. The activity capacity is 39,000 orders; thus, the total order-filling cost is $2,715,000 [(39 steps × $40,000) þ ($30 × 38,500)]. Current practice allocates ordering cost in proportion to the units purchased.
Deeds recently lost a bid for 100 units. (The per-unit bid price was $2 per unit more than the winning bid.) The manager of Deeds was worried that this was a recurring trend for the larger orders. (Other large orders had been lost with similar margins of loss.) No such problem was taking place for the smaller orders; the company rarely lost bids on smaller orders.
Required:
1. Calculate the unit bid price offered to Deeds's customers assuming that order-filling cost is allocated to each customer category in proportion to units sold.
2. Assume that a newly implemented ABC system concludes that the number of orders placed is the best cost driver for the order-filling activity. Assign order-filling costs using this driver to each customer type and then calculate the new unit bid price for each customer type. Using this new price, would Deeds have won the bid for the 100 units recently lost?
3. What if Deeds offers a discount for orders of 35 units or more to the frequently ordering customers? Assume that all the frequently ordering customers can and do take advantage of this offer at the minimum level possible. Can Deeds offer the original price from Requirement 1 to the frequently ordering customers and not decrease its profitability?
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
39
What are the four stages of the consumption life cycle? What are post-purchase costs? Explain why a producer may want to know post-purchase costs.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
40
Standard Company has two suppliers: Day and Larsen. The cost of warranty work due to defective components is $3,000,000. The total units repaired under warranty average 150,000, of which 135,000 have components from Day and 15,000 have components from Larsen. Select the item below that represents a true statement. a. Components purchased from Larsen cost $300,000 more than their purchase price.
B) Components purchased from Larsen cost $2,700,000 more than their purchase price.
C) Components from Larsen appear to be of lower quality.
D) Components from Day cost $300,000 less than their purchase price.
B) Components purchased from Larsen cost $2,700,000 more than their purchase price.
C) Components from Larsen appear to be of lower quality.
D) Components from Day cost $300,000 less than their purchase price.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
41
Explain what internal and external linkages are.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
42
External Linkages, Customer Costing, Customer Profitability
Emery Company sells small machine parts to heavy equipment manufacturers for an average price of $1.05 per part. There are two types of customers: those who place small, frequent orders and those who place larger, less frequent orders. Each time an order is placed and processed, a setup is required. Scheduling is also needed to coordinate the many different orders that come in and place demands on the plant's manufacturing resources. Emery also inspects a sample of the products each time a batch is produced to ensure that the customer's specifications have been met. Inspection takes essentially the same time regardless of the type of part being produced. Emery's Cost Accounting Department has provided the following budgeted data for customerrelated activities and costs (the amounts expected for the coming year):
* This cost does not include the cost of the following "customer-related" activities:
Required:
1. Assign the customer-related activity costs to each category of customers in proportion to the sales revenue earned by each customer type. Calculate the profitability of each customer type. Discuss the problems with this measure of customer profitability.
2. Assign the customer-related activity costs to each customer type using activity rates. Now calculate the profitability of each customer category. As a manager, how would you use this information?
Emery Company sells small machine parts to heavy equipment manufacturers for an average price of $1.05 per part. There are two types of customers: those who place small, frequent orders and those who place larger, less frequent orders. Each time an order is placed and processed, a setup is required. Scheduling is also needed to coordinate the many different orders that come in and place demands on the plant's manufacturing resources. Emery also inspects a sample of the products each time a batch is produced to ensure that the customer's specifications have been met. Inspection takes essentially the same time regardless of the type of part being produced. Emery's Cost Accounting Department has provided the following budgeted data for customerrelated activities and costs (the amounts expected for the coming year):
* This cost does not include the cost of the following "customer-related" activities:
Required:
1. Assign the customer-related activity costs to each category of customers in proportion to the sales revenue earned by each customer type. Calculate the profitability of each customer type. Discuss the problems with this measure of customer profitability.
2. Assign the customer-related activity costs to each customer type using activity rates. Now calculate the profitability of each customer category. As a manager, how would you use this information?
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
43
The second stage of customer-based activity-based costing entails the assignment of: a. resource costs to sales departments.
B) resources costs to distribution channels.
C) customer-related activity costs to products.
D) customer-related activity costs to customers.
B) resources costs to distribution channels.
C) customer-related activity costs to products.
D) customer-related activity costs to customers.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
44
Activity-Based Life-Cycle Costing
Kagle design engineers are in the process of developing a new "green" product, one that will significantly reduce impact on the environment and yet still provide the desired customer functionality. Currently, two designs are being considered. The manager of Kagle has told the engineers that the cost for the new product cannot exceed $550 per unit (target cost). In the past, the Cost Accounting Department has given estimated costs using a unit-based system. At the request of the Engineering Department, Cost Accounting is providing both unit- and activity-based accounting information (made possible by a recent pilot study producing the activity-based data).
Unit-based system:
Variable conversion activity rate: $100 per direct labor hour Material usage rate: $20 per part
ABC system:
Labor usage: $15 per direct labor hour
Material usage (direct materials): $20 per part
Machining: $75 per machine hour
Purchasing activity: $150 per purchase order
Setup activity: $3,000 per setup hour
Warranty activity: $500 per returned unit (usually requires extensive rework)
Customer repair cost: $25 per repair hour (average)
Required:
1. Select the lower-cost design using unit-based costing. Are logistical and post-purchase activities considered in this analysis?
2. Select the lower-cost design using ABC analysis. Explain why the analysis differs from the unit-based analysis.
3. What if the post-purchase cost was an environmental contaminant and amounted to $10 per unit for Design A and $40 per unit for Design B? Assume that the environmental cost is borne by society. Now which is the better design?
Kagle design engineers are in the process of developing a new "green" product, one that will significantly reduce impact on the environment and yet still provide the desired customer functionality. Currently, two designs are being considered. The manager of Kagle has told the engineers that the cost for the new product cannot exceed $550 per unit (target cost). In the past, the Cost Accounting Department has given estimated costs using a unit-based system. At the request of the Engineering Department, Cost Accounting is providing both unit- and activity-based accounting information (made possible by a recent pilot study producing the activity-based data).
Unit-based system:
Variable conversion activity rate: $100 per direct labor hour Material usage rate: $20 per part
ABC system:
Labor usage: $15 per direct labor hour
Material usage (direct materials): $20 per part
Machining: $75 per machine hour
Purchasing activity: $150 per purchase order
Setup activity: $3,000 per setup hour
Warranty activity: $500 per returned unit (usually requires extensive rework)
Customer repair cost: $25 per repair hour (average)
Required:
1. Select the lower-cost design using unit-based costing. Are logistical and post-purchase activities considered in this analysis?
2. Select the lower-cost design using ABC analysis. Explain why the analysis differs from the unit-based analysis.
3. What if the post-purchase cost was an environmental contaminant and amounted to $10 per unit for Design A and $40 per unit for Design B? Assume that the environmental cost is borne by society. Now which is the better design?
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
45
"Life-cycle cost reduction is best achieved during the development stage of the production life cycle." Do you agree or disagree? Explain.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
46
Internal Linkages, Cost Management, and Strategic Decision Making
Evans, Inc., has a unit-based costing system. Evans's Miami plant produces 10 different electronic products. The demand for each product is about the same. Although they differ in complexity, each product uses about the same labor time and materials.
The plant has used direct labor hours for years to assign overhead to products. To help design engineers understand the assumed cost relationships, the Cost Accounting Department developed the following cost equation. (The equation describes the relationship between total manufacturing costs and direct labor hours; the equation is supported by a coefficient of determination of 60 percent.)
Y = $5,000,000 + $30 X , where X = direct labor hours
The variable rate of $30 is broken down as follows:
Because of competitive pressures, product engineering was given the charge to redesign products to reduce the total cost of manufacturing. Using the above cost relationships, product engineering adopted the strategy of redesigning to reduce direct labor content. As each design was completed, an engineering change order was cut, triggering a series of events such as design approval, vendor selection, bill of materials update, redrawing of schematic, test runs, changes in setup procedures, development of new inspection procedures, and so on.
After one year of design changes, the normal volume of direct labor was reduced from 250,000 hours to 200,000 hours, with the same number of products being produced. Although each product differs in its labor content, the redesign efforts reduced the labor content for all products. On average, the labor content per unit of product dropped from 1.25 hours per unit to one hour per unit. Fixed overhead, however, increased from $5,000,000 to $6,600,000 per year.
Suppose that a consultant was hired to explain the increase in fixed overhead costs. The consultant's study revealed that the $30 per hour rate captured the unit-level variable costs; however, the cost behavior of other activities was quite different. For example, setting up equipment is a step-fixed cost, where each step is 2,000 setup hours, costing $90,000. The study also revealed that the cost of receiving goods is a function of the number of different components. This activity has a variable cost of $2,000 per component type and a fixed cost that follows a step-cost pattern. The step is defined by 20 components with a cost of $50,000 per step. Assume also that the consultant indicated that the design adopted by the engineers increased the demand for setups from 20,000 setup hours to 40,000 setup hours and the number of different components from 100 to 250. The demand for other non-unit-level activities remained unchanged. The consultant also recommended that management take a look at a rejected design for its products. This rejected design increased direct labor content from 250,000 hours to 260,000 hours, decreased the demand for setups from 20,000 hours to 10,000 hours, and decreased the demand for purchasing from 100 component types to 75 component types, while the demand for all other activities remained unchanged.
Required:
1. Using normal volume, compute the manufacturing cost per labor hour before the year of design changes. What is the cost per unit of an "average" product?
2. Using normal volume after the one year of design changes, compute the manufacturing cost per hour. What is the cost per unit of an "average" product?
3. Before considering the consultant's study, what do you think is the most likely explanation for the failure of the design changes to reduce manufacturing costs? Now use the information from the consultant's study to explain the increase in the average cost per unit of product. What changes would you suggest to improve Evans's efforts to reduce costs?
4. Explain why the consultant recommended a second look at a rejected design. Provide computational support. What does this tell you about the strategic importance of cost management?
Evans, Inc., has a unit-based costing system. Evans's Miami plant produces 10 different electronic products. The demand for each product is about the same. Although they differ in complexity, each product uses about the same labor time and materials.
The plant has used direct labor hours for years to assign overhead to products. To help design engineers understand the assumed cost relationships, the Cost Accounting Department developed the following cost equation. (The equation describes the relationship between total manufacturing costs and direct labor hours; the equation is supported by a coefficient of determination of 60 percent.)
Y = $5,000,000 + $30 X , where X = direct labor hours
The variable rate of $30 is broken down as follows:
Because of competitive pressures, product engineering was given the charge to redesign products to reduce the total cost of manufacturing. Using the above cost relationships, product engineering adopted the strategy of redesigning to reduce direct labor content. As each design was completed, an engineering change order was cut, triggering a series of events such as design approval, vendor selection, bill of materials update, redrawing of schematic, test runs, changes in setup procedures, development of new inspection procedures, and so on.
After one year of design changes, the normal volume of direct labor was reduced from 250,000 hours to 200,000 hours, with the same number of products being produced. Although each product differs in its labor content, the redesign efforts reduced the labor content for all products. On average, the labor content per unit of product dropped from 1.25 hours per unit to one hour per unit. Fixed overhead, however, increased from $5,000,000 to $6,600,000 per year.
Suppose that a consultant was hired to explain the increase in fixed overhead costs. The consultant's study revealed that the $30 per hour rate captured the unit-level variable costs; however, the cost behavior of other activities was quite different. For example, setting up equipment is a step-fixed cost, where each step is 2,000 setup hours, costing $90,000. The study also revealed that the cost of receiving goods is a function of the number of different components. This activity has a variable cost of $2,000 per component type and a fixed cost that follows a step-cost pattern. The step is defined by 20 components with a cost of $50,000 per step. Assume also that the consultant indicated that the design adopted by the engineers increased the demand for setups from 20,000 setup hours to 40,000 setup hours and the number of different components from 100 to 250. The demand for other non-unit-level activities remained unchanged. The consultant also recommended that management take a look at a rejected design for its products. This rejected design increased direct labor content from 250,000 hours to 260,000 hours, decreased the demand for setups from 20,000 hours to 10,000 hours, and decreased the demand for purchasing from 100 component types to 75 component types, while the demand for all other activities remained unchanged.
Required:
1. Using normal volume, compute the manufacturing cost per labor hour before the year of design changes. What is the cost per unit of an "average" product?
2. Using normal volume after the one year of design changes, compute the manufacturing cost per hour. What is the cost per unit of an "average" product?
3. Before considering the consultant's study, what do you think is the most likely explanation for the failure of the design changes to reduce manufacturing costs? Now use the information from the consultant's study to explain the increase in the average cost per unit of product. What changes would you suggest to improve Evans's efforts to reduce costs?
4. Explain why the consultant recommended a second look at a rejected design. Provide computational support. What does this tell you about the strategic importance of cost management?
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
47
What are organizational and operational activities? Organizational cost drivers? Operational cost drivers?
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
48
Product Life Cycle
The following series of statements or phrases are associated with product life-cycle viewpoints. Identify whether each one is associated with the marketing, production, or customer viewpoint. Where possible, identify the particular characteristic being described. If the statement or phrase fits more than one viewpoint, label it as interactive. Explain the interaction.
a. Sales are increasing at an increasing rate.
b. The cost of maintaining the product after it is purchased.
c. The product is losing market acceptance and sales are beginning to decrease.
d. A design is chosen to minimize post-purchase costs.
e. Ninety percent or more of the costs are committed during the development stage.
f. The length of time that the product serves the needs of a customer.
g. All the costs associated with a product for its entire life cycle.
h. The time in which a product generates revenue for a company.
i. Profits tend to reach peak levels during this stage.
j. Customers have the lowest price sensitivity during this stage.
k. Describes the general sales pattern of a product as it passes through distinct life-cycle stages.
l. The concern is with product performance and price.
m. Actions taken so that life-cycle profits are maximized.
n. Emphasizes internal activities that are needed to develop, produce, market, and service products.
The following series of statements or phrases are associated with product life-cycle viewpoints. Identify whether each one is associated with the marketing, production, or customer viewpoint. Where possible, identify the particular characteristic being described. If the statement or phrase fits more than one viewpoint, label it as interactive. Explain the interaction.
a. Sales are increasing at an increasing rate.
b. The cost of maintaining the product after it is purchased.
c. The product is losing market acceptance and sales are beginning to decrease.
d. A design is chosen to minimize post-purchase costs.
e. Ninety percent or more of the costs are committed during the development stage.
f. The length of time that the product serves the needs of a customer.
g. All the costs associated with a product for its entire life cycle.
h. The time in which a product generates revenue for a company.
i. Profits tend to reach peak levels during this stage.
j. Customers have the lowest price sensitivity during this stage.
k. Describes the general sales pattern of a product as it passes through distinct life-cycle stages.
l. The concern is with product performance and price.
m. Actions taken so that life-cycle profits are maximized.
n. Emphasizes internal activities that are needed to develop, produce, market, and service products.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
49
External Linkages, Activity-Based Supplier Costing
Cortalo, Inc., manufactures riding lawn mowers. Cortalo uses JIT manufacturing and carries insignificant levels of inventory. Cortalo manufactures everything needed for the riding lawn mowers except for the engines. Several sizes of mowers are produced. The most popular line is the small mower line. The engines for the small mower line are purchased from two sources: Verity Engines and Villa Machining. The Verity engine is the more expensive of the two sources and has a price of $330. The Villa engine is $297 per unit. Cortalo produces and sells 13,200 units of the small mower. Of the 13,200 engines purchased, 2,400 are purchased from Verity Engines, and 10,800 are purchased from Villa Machining. Although Linda Vasquez, production manager, prefers the Verity engine, Mark Shorts, purchasing manager, maintains that the price difference is too great to buy more than the 2,400 units currently purchased. Mark, however, does want to maintain a significant connection with Verity just in case the less expensive source cannot supply the needed quantities. Even though Linda understands the price argument, she has argued in many meetings that the quality of the Verity engine is worth the price difference. Mark remains unconvinced.
Li Sun, controller, has recently overseen the implementation of an activity-based costing system. He has indicated that an ABC analysis would shed some light on the conflict between production and purchasing. To support this position, the following data have been collected:
I. Activity cost data:
II. Supplier data:
Upon hearing of the proposed ABC analysis, Linda and Mark were both supportive. Mark, however, noted that even if the analysis revealed that the Verity engine was actually less expensive, it would be unwise to completely abandon Villa. He argued that Verity may be hard pressed to meet the entire demand. Its productive capacity was not sufficient to handle the kind of increased demand that would be imposed. Additionally, having only one supplier was simply too risky.
Required:
1. Calculate the total supplier cost (acquisition cost plus supplier-related activity costs). Convert this to a per-engine cost to find out how much the company is paying for the engines. Which of the two suppliers is the low-cost supplier? Explain why this is a better measure of engine cost than the usual purchase costs assigned to the engines.
2. Consider the supplier cost information obtained in Requirement 1. Suppose further that Verity can supply only a total of 6,000 units. What actions would you advise Cortalo to undertake with its suppliers? Comment on the strategic value of activity-based supplier costing.
Cortalo, Inc., manufactures riding lawn mowers. Cortalo uses JIT manufacturing and carries insignificant levels of inventory. Cortalo manufactures everything needed for the riding lawn mowers except for the engines. Several sizes of mowers are produced. The most popular line is the small mower line. The engines for the small mower line are purchased from two sources: Verity Engines and Villa Machining. The Verity engine is the more expensive of the two sources and has a price of $330. The Villa engine is $297 per unit. Cortalo produces and sells 13,200 units of the small mower. Of the 13,200 engines purchased, 2,400 are purchased from Verity Engines, and 10,800 are purchased from Villa Machining. Although Linda Vasquez, production manager, prefers the Verity engine, Mark Shorts, purchasing manager, maintains that the price difference is too great to buy more than the 2,400 units currently purchased. Mark, however, does want to maintain a significant connection with Verity just in case the less expensive source cannot supply the needed quantities. Even though Linda understands the price argument, she has argued in many meetings that the quality of the Verity engine is worth the price difference. Mark remains unconvinced.
Li Sun, controller, has recently overseen the implementation of an activity-based costing system. He has indicated that an ABC analysis would shed some light on the conflict between production and purchasing. To support this position, the following data have been collected:
I. Activity cost data:
II. Supplier data:
Upon hearing of the proposed ABC analysis, Linda and Mark were both supportive. Mark, however, noted that even if the analysis revealed that the Verity engine was actually less expensive, it would be unwise to completely abandon Villa. He argued that Verity may be hard pressed to meet the entire demand. Its productive capacity was not sufficient to handle the kind of increased demand that would be imposed. Additionally, having only one supplier was simply too risky.
Required:
1. Calculate the total supplier cost (acquisition cost plus supplier-related activity costs). Convert this to a per-engine cost to find out how much the company is paying for the engines. Which of the two suppliers is the low-cost supplier? Explain why this is a better measure of engine cost than the usual purchase costs assigned to the engines.
2. Consider the supplier cost information obtained in Requirement 1. Suppose further that Verity can supply only a total of 6,000 units. What actions would you advise Cortalo to undertake with its suppliers? Comment on the strategic value of activity-based supplier costing.
Unlock Deck
Unlock for access to all 49 flashcards in this deck.
Unlock Deck
k this deck
Unlock Deck
Unlock for access to all 49 flashcards in this deck.



