Deck 8: Forecasting and Demand Management
Full screen (f)
Question
Question
Question
Given the following data, calculate the three-month moving average forecasts for months 4, 5, 6, and 7. 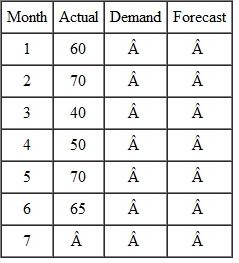
Question
Question
Monthly demand over the past 10 months is given in what follows.
a. Graph the demand.
b. What is your best guess for the demand for month 11?
c. Using a three-month moving average, calculate the forecasts for months 4, 5, 6, 7, 8, 9, 10, and 11.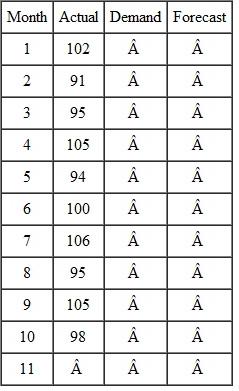
a. Graph the demand.
b. What is your best guess for the demand for month 11?
c. Using a three-month moving average, calculate the forecasts for months 4, 5, 6, 7, 8, 9, 10, and 11.
Question
Question
Question
Question
Question
Question
Using exponential smoothing, calculate the forecasts for months 2, 3, 4, 5, and 6. The smoothing constant is 0.2, and the old forecast for month 1 is 245. 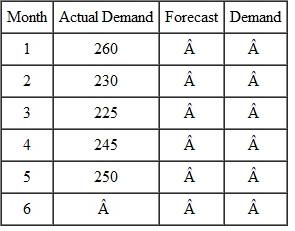
Question
Question
Using exponential smoothing, calculate the forecasts for the same months as in problem 8.3c. The old average for month 3 was 96 and a = 0.4. What is the difference between the two forecasts for month 11? 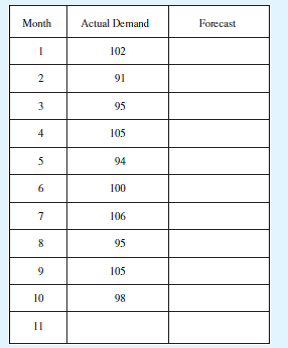
(Reference Problem 8.3)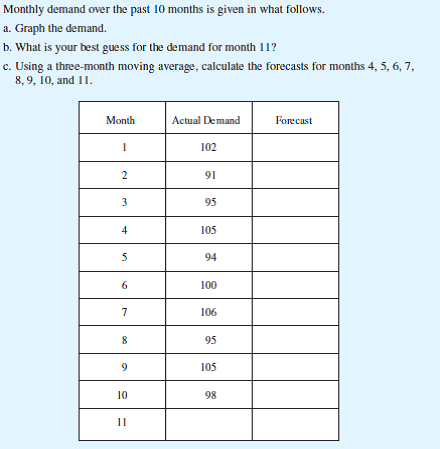
(Reference Problem 8.3)
Question
Question
Weekly demand for an item averaged 100 units over the past year. Actual demand for the next eight weeks is shown in what follows:
a. Plot the data on graph paper.
b. Letting ? = 0.25, calculate the smoothed forecast for each week.
c. Comment on how well the forecast is tracking actual demand. Is it lagging or leading actual demand?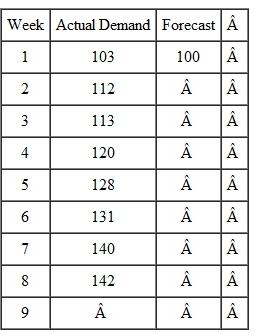
a. Plot the data on graph paper.
b. Letting ? = 0.25, calculate the smoothed forecast for each week.
c. Comment on how well the forecast is tracking actual demand. Is it lagging or leading actual demand?
Question
Question
Question
Question
Question
Question
Question
Question
Given the following average demand for each month, calculate the seasonal indices for each month. 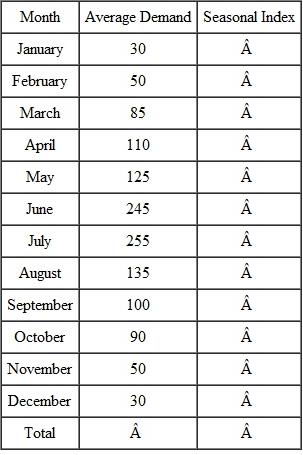 Note that your answer, if done correctly, should have all the seasonal indices add up to the number of periods in the entire season, in this case 12.
Note that your answer, if done correctly, should have all the seasonal indices add up to the number of periods in the entire season, in this case 12.
Note that your answer, if done correctly, should have all the seasonal indices add up to the number of periods in the entire season, in this case 12. Question
Question
Using the data in problem and the seasonal indices you have calculated, calculate expected monthly demand if the annual forecast is 2000 units. 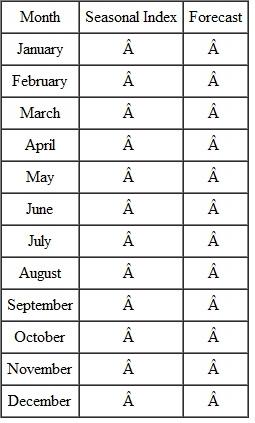 problem
problem
Given the following average demand for each month, calculate the seasonal indices for each month.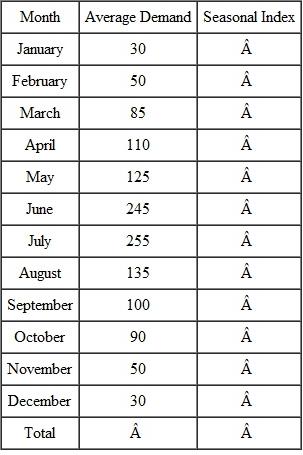 Note that your answer, if done correctly, should have all the seasonal indices add up to the number of periods in the entire season, in this case 12.
Note that your answer, if done correctly, should have all the seasonal indices add up to the number of periods in the entire season, in this case 12.
problemGiven the following average demand for each month, calculate the seasonal indices for each month.
Note that your answer, if done correctly, should have all the seasonal indices add up to the number of periods in the entire season, in this case 12. Question
Question
Question
Question
Calculate the deseasonalized demands for the following: 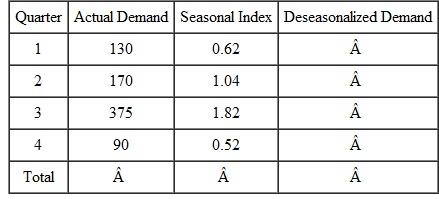
Question
Question
The old deseasonalized forecast is 100 units,  and the actual demand for the last month was 180 units. If the seasonal index for the last month is 1.2 and the next month is 0.8, calculate:
and the actual demand for the last month was 180 units. If the seasonal index for the last month is 1.2 and the next month is 0.8, calculate:
a. The deseasonalized actual demand for the last month.
b. The deseasonalized forecast for next month using exponential smoothing.
c. The forecast of actual demand for the next month.
and the actual demand for the last month was 180 units. If the seasonal index for the last month is 1.2 and the next month is 0.8, calculate: a. The deseasonalized actual demand for the last month.
b. The deseasonalized forecast for next month using exponential smoothing.
c. The forecast of actual demand for the next month.
Question
Question
The Fast Track Ski Shoppe sells ski goggles during the four months of the ski season. Average demand follows: 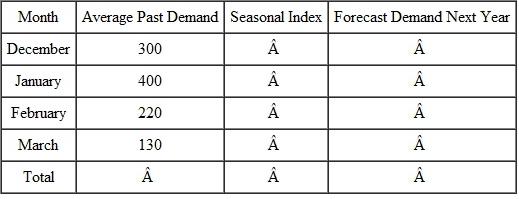 a. Calculate the deseasonalized sales and the seasonal index for each of the four months.
a. Calculate the deseasonalized sales and the seasonal index for each of the four months.
b. If next year's demand is forecast at 1200 pairs of goggles, what will be the forecast sales for each month?
a. Calculate the deseasonalized sales and the seasonal index for each of the four months.b. If next year's demand is forecast at 1200 pairs of goggles, what will be the forecast sales for each month?
Question
Question
Given the following forecast and actual demand, calculate the mean absolute deviation. 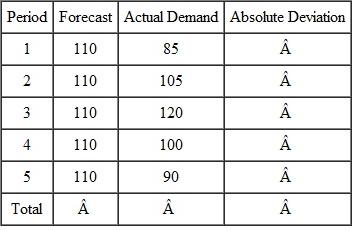
Question
Question
For the following data, calculate the mean absolute deviation. 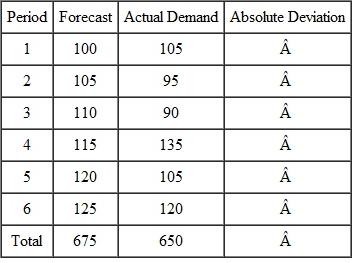
Question
Question
A company uses a tracking signal trigger of ±4 to decide whether a forecast should be reviewed. Given the following history, determine in which period the forecast should be reviewed. MAD for the item is 15. Is there any previous indication that the forecast should be reviewed? 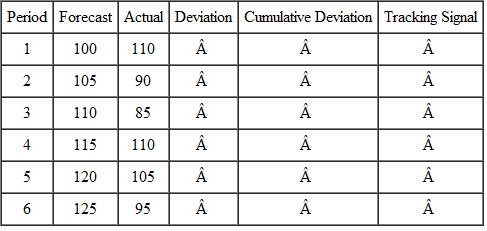
Question
Question
Question
Question
Question
Question
Question
Question
Hatcher gear Company
Jack Fielding found himself in a real dilemma when the sales and marketing department presented him with the annual sales demand forecast for one of the gear lines. Jack, as materials manager for Hatcher Gears, was responsible for taking the forecast and translating it into projected production needs and, as part of that, requirements for raw material purchasing needs-both in quantities and dates. That fairly routine task went fine until he came to the V27 family of gears.
The V27 family of gears was used by customers in highly stressful applications, and as a result they needed to be made from a highly specialized steel, made with a complex mixture of chemicals. The steel mill made the steel reluctantly, since it required shutting down a furnace and completely cleaning it out in order to avoid contamination. The time and effort to make the furnace ready, in combination with the costly chemicals used to make the steel, meant that the steel was extremely expensive for Hatcher to buy. In addition, the steel company had told Hatcher Gear that they would make only one batch of the steel and only once a year. They had their own annual production plans to execute, and the special steel was simply too disruptive to their production for Hatcher Gears to request any additional steel beyond the one batch during the year. Since Hatcher Gears was the only customer that needed that steel, the steel company required Hatcher to buy all the steel that was made in the batch. The steel company had no desire to maintain a very expensive inventory for Hatcher Gear. As it was, the steel company had reluctantly kept Hatcher Gears as a customer, and his recent attempts to find another steel company willing to make the steel was met with rapid and emphatic refusals.
Those facts meant that Jack must figure out how much steel to buy as accurately as he could-whatever amount he bought had to last him for the remainder of the year. If he bought too little, he might not be able to supply some of the customers for the gears, and that could be disastrous for customer service, and his boss (the general manager) would certainly hold him responsible. In fact, just recently the general manager had again emphasized that the customers for V27 gears were important enough that he wanted to have enough of the steel to be able to supply those customers on time at least 97% of the time, even though the inventory to do that was certainly very expensive. All of their customers for the V27 gears used Hatcher as their single source of supply. But buying too much would also be bad. Jack, being materials manager, essentially "owned" the inventory in the facility, meaning that he was held responsible for all raw, in-process inventory, and finished goods inventory, including aving to answer for the cost of holding that inventory. Having too much of that expensive steel over the year could get him in a lot of trouble with the chief financial officer and the general manager. While the customers for the gears knew the steel was expensive and they were therefore willing to pay a higher price, they were not willing to accept a price increase to help Hatcher pay for excessive inventory. They expected Hatcher to manage that.
Knowing all that, Jack's dilemma was based on looking at the annual sales demand forecast developed by marketing for the V27 gear family of 16,000 gears. When he got that forecast for 16,000, he looked at the sales for the V27 over the last ten years: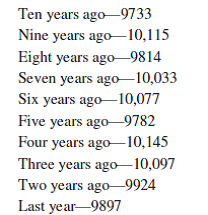
Jack decided to call the director of sales and marketing (Phil Johnson) and ask about the forecast. This is how the conversation went:
jack: "I wanted to ask about the demand forecast for the V27 gear line. You said it was 16,000. How did you come up with that number?"
phil: "Because that is what we plan to sell."
jack: "Do you have or expect to have any new customers for the V27 line?"
phil: "No."
jack: "Do any of your customers have any new applications that use the V27 gears?"
phil: "Not that I know of."
jack: "Do any of your customers have or expect to have new customers for their products that use our V27 gears?"
phil: "Not that I know of."
jack: "Are any of your customers experiencing growth in their products that use V27 gears?"
phil: "Not that I know of".
jack: "Well then why do you think you will sell 16,000."
phil: "Because that is what we plan to sell-and you hadn't better disappoint any of our customers or be late with any of their orders!"
Jack hung up the phone and seriously wondered what he was to do. If he ended up with too much inventory or disappointed any customers, he knew the general manager would blame him. He knew it could be a big mistake to try to put the blame back on the director of sales and marketing because not only was the director of sales and marketing at a higher level in the company, but he was also a personal friend of the general manager. Jack knew they often played golf together on weekends and that their families frequently attended social events together.
Try to help Jack out with a short-term solution. Help him come up with how much steel to buy-enough to cover production of how many V27 gears over the next year? After you come up with a number, justify your solution. Be as comprehensive as possible in the justification-include all possible options, discussing why you reject those you reject and why you accepted your recommendation.
Jack Fielding found himself in a real dilemma when the sales and marketing department presented him with the annual sales demand forecast for one of the gear lines. Jack, as materials manager for Hatcher Gears, was responsible for taking the forecast and translating it into projected production needs and, as part of that, requirements for raw material purchasing needs-both in quantities and dates. That fairly routine task went fine until he came to the V27 family of gears.
The V27 family of gears was used by customers in highly stressful applications, and as a result they needed to be made from a highly specialized steel, made with a complex mixture of chemicals. The steel mill made the steel reluctantly, since it required shutting down a furnace and completely cleaning it out in order to avoid contamination. The time and effort to make the furnace ready, in combination with the costly chemicals used to make the steel, meant that the steel was extremely expensive for Hatcher to buy. In addition, the steel company had told Hatcher Gear that they would make only one batch of the steel and only once a year. They had their own annual production plans to execute, and the special steel was simply too disruptive to their production for Hatcher Gears to request any additional steel beyond the one batch during the year. Since Hatcher Gears was the only customer that needed that steel, the steel company required Hatcher to buy all the steel that was made in the batch. The steel company had no desire to maintain a very expensive inventory for Hatcher Gear. As it was, the steel company had reluctantly kept Hatcher Gears as a customer, and his recent attempts to find another steel company willing to make the steel was met with rapid and emphatic refusals.
Those facts meant that Jack must figure out how much steel to buy as accurately as he could-whatever amount he bought had to last him for the remainder of the year. If he bought too little, he might not be able to supply some of the customers for the gears, and that could be disastrous for customer service, and his boss (the general manager) would certainly hold him responsible. In fact, just recently the general manager had again emphasized that the customers for V27 gears were important enough that he wanted to have enough of the steel to be able to supply those customers on time at least 97% of the time, even though the inventory to do that was certainly very expensive. All of their customers for the V27 gears used Hatcher as their single source of supply. But buying too much would also be bad. Jack, being materials manager, essentially "owned" the inventory in the facility, meaning that he was held responsible for all raw, in-process inventory, and finished goods inventory, including aving to answer for the cost of holding that inventory. Having too much of that expensive steel over the year could get him in a lot of trouble with the chief financial officer and the general manager. While the customers for the gears knew the steel was expensive and they were therefore willing to pay a higher price, they were not willing to accept a price increase to help Hatcher pay for excessive inventory. They expected Hatcher to manage that.
Knowing all that, Jack's dilemma was based on looking at the annual sales demand forecast developed by marketing for the V27 gear family of 16,000 gears. When he got that forecast for 16,000, he looked at the sales for the V27 over the last ten years:
Jack decided to call the director of sales and marketing (Phil Johnson) and ask about the forecast. This is how the conversation went:
jack: "I wanted to ask about the demand forecast for the V27 gear line. You said it was 16,000. How did you come up with that number?"
phil: "Because that is what we plan to sell."
jack: "Do you have or expect to have any new customers for the V27 line?"
phil: "No."
jack: "Do any of your customers have any new applications that use the V27 gears?"
phil: "Not that I know of."
jack: "Do any of your customers have or expect to have new customers for their products that use our V27 gears?"
phil: "Not that I know of."
jack: "Are any of your customers experiencing growth in their products that use V27 gears?"
phil: "Not that I know of".
jack: "Well then why do you think you will sell 16,000."
phil: "Because that is what we plan to sell-and you hadn't better disappoint any of our customers or be late with any of their orders!"
Jack hung up the phone and seriously wondered what he was to do. If he ended up with too much inventory or disappointed any customers, he knew the general manager would blame him. He knew it could be a big mistake to try to put the blame back on the director of sales and marketing because not only was the director of sales and marketing at a higher level in the company, but he was also a personal friend of the general manager. Jack knew they often played golf together on weekends and that their families frequently attended social events together.
Try to help Jack out with a short-term solution. Help him come up with how much steel to buy-enough to cover production of how many V27 gears over the next year? After you come up with a number, justify your solution. Be as comprehensive as possible in the justification-include all possible options, discussing why you reject those you reject and why you accepted your recommendation.
Question
Hatcher gear Company
Jack Fielding found himself in a real dilemma when the sales and marketing department presented him with the annual sales demand forecast for one of the gear lines. Jack, as materials manager for Hatcher Gears, was responsible for taking the forecast and translating it into projected production needs and, as part of that, requirements for raw material purchasing needs-both in quantities and dates. That fairly routine task went fine until he came to the V27 family of gears.
The V27 family of gears was used by customers in highly stressful applications, and as a result they needed to be made from a highly specialized steel, made with a complex mixture of chemicals. The steel mill made the steel reluctantly, since it required shutting down a furnace and completely cleaning it out in order to avoid contamination. The time and effort to make the furnace ready, in combination with the costly chemicals used to make the steel, meant that the steel was extremely expensive for Hatcher to buy. In addition, the steel company had told Hatcher Gear that they would make only one batch of the steel and only once a year. They had their own annual production plans to execute, and the special steel was simply too disruptive to their production for Hatcher Gears to request any additional steel beyond the one batch during the year. Since Hatcher Gears was the only customer that needed that steel, the steel company required Hatcher to buy all the steel that was made in the batch. The steel company had no desire to maintain a very expensive inventory for Hatcher Gear. As it was, the steel company had reluctantly kept Hatcher Gears as a customer, and his recent attempts to find another steel company willing to make the steel was met with rapid and emphatic refusals.
Those facts meant that Jack must figure out how much steel to buy as accurately as he could-whatever amount he bought had to last him for the remainder of the year. If he bought too little, he might not be able to supply some of the customers for the gears, and that could be disastrous for customer service, and his boss (the general manager) would certainly hold him responsible. In fact, just recently the general manager had again emphasized that the customers for V27 gears were important enough that he wanted to have enough of the steel to be able to supply those customers on time at least 97% of the time, even though the inventory to do that was certainly very expensive. All of their customers for the V27 gears used Hatcher as their single source of supply. But buying too much would also be bad. Jack, being materials manager, essentially "owned" the inventory in the facility, meaning that he was held responsible for all raw, in-process inventory, and finished goods inventory, including aving to answer for the cost of holding that inventory. Having too much of that expensive steel over the year could get him in a lot of trouble with the chief financial officer and the general manager. While the customers for the gears knew the steel was expensive and they were therefore willing to pay a higher price, they were not willing to accept a price increase to help Hatcher pay for excessive inventory. They expected Hatcher to manage that.
Knowing all that, Jack's dilemma was based on looking at the annual sales demand forecast developed by marketing for the V27 gear family of 16,000 gears. When he got that forecast for 16,000, he looked at the sales for the V27 over the last ten years: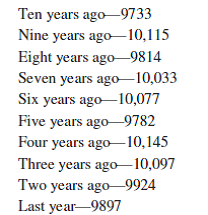
Jack decided to call the director of sales and marketing (Phil Johnson) and ask about the forecast. This is how the conversation went:
jack: "I wanted to ask about the demand forecast for the V27 gear line. You said it was 16,000. How did you come up with that number?"
phil: "Because that is what we plan to sell."
jack: "Do you have or expect to have any new customers for the V27 line?"
phil: "No."
jack: "Do any of your customers have any new applications that use the V27 gears?"
phil: "Not that I know of."
jack: "Do any of your customers have or expect to have new customers for their products that use our V27 gears?"
phil: "Not that I know of."
jack: "Are any of your customers experiencing growth in their products that use V27 gears?"
phil: "Not that I know of".
jack: "Well then why do you think you will sell 16,000."
phil: "Because that is what we plan to sell-and you hadn't better disappoint any of our customers or be late with any of their orders!"
Jack hung up the phone and seriously wondered what he was to do. If he ended up with too much inventory or disappointed any customers, he knew the general manager would blame him. He knew it could be a big mistake to try to put the blame back on the director of sales and marketing because not only was the director of sales and marketing at a higher level in the company, but he was also a personal friend of the general manager. Jack knew they often played golf together on weekends and that their families frequently attended social events together.
Develop a recommendation for Jack and the Hatcher Gear Company to use in the long run, specifically to try to minimize the current dilemma from occurring again.
Jack Fielding found himself in a real dilemma when the sales and marketing department presented him with the annual sales demand forecast for one of the gear lines. Jack, as materials manager for Hatcher Gears, was responsible for taking the forecast and translating it into projected production needs and, as part of that, requirements for raw material purchasing needs-both in quantities and dates. That fairly routine task went fine until he came to the V27 family of gears.
The V27 family of gears was used by customers in highly stressful applications, and as a result they needed to be made from a highly specialized steel, made with a complex mixture of chemicals. The steel mill made the steel reluctantly, since it required shutting down a furnace and completely cleaning it out in order to avoid contamination. The time and effort to make the furnace ready, in combination with the costly chemicals used to make the steel, meant that the steel was extremely expensive for Hatcher to buy. In addition, the steel company had told Hatcher Gear that they would make only one batch of the steel and only once a year. They had their own annual production plans to execute, and the special steel was simply too disruptive to their production for Hatcher Gears to request any additional steel beyond the one batch during the year. Since Hatcher Gears was the only customer that needed that steel, the steel company required Hatcher to buy all the steel that was made in the batch. The steel company had no desire to maintain a very expensive inventory for Hatcher Gear. As it was, the steel company had reluctantly kept Hatcher Gears as a customer, and his recent attempts to find another steel company willing to make the steel was met with rapid and emphatic refusals.
Those facts meant that Jack must figure out how much steel to buy as accurately as he could-whatever amount he bought had to last him for the remainder of the year. If he bought too little, he might not be able to supply some of the customers for the gears, and that could be disastrous for customer service, and his boss (the general manager) would certainly hold him responsible. In fact, just recently the general manager had again emphasized that the customers for V27 gears were important enough that he wanted to have enough of the steel to be able to supply those customers on time at least 97% of the time, even though the inventory to do that was certainly very expensive. All of their customers for the V27 gears used Hatcher as their single source of supply. But buying too much would also be bad. Jack, being materials manager, essentially "owned" the inventory in the facility, meaning that he was held responsible for all raw, in-process inventory, and finished goods inventory, including aving to answer for the cost of holding that inventory. Having too much of that expensive steel over the year could get him in a lot of trouble with the chief financial officer and the general manager. While the customers for the gears knew the steel was expensive and they were therefore willing to pay a higher price, they were not willing to accept a price increase to help Hatcher pay for excessive inventory. They expected Hatcher to manage that.
Knowing all that, Jack's dilemma was based on looking at the annual sales demand forecast developed by marketing for the V27 gear family of 16,000 gears. When he got that forecast for 16,000, he looked at the sales for the V27 over the last ten years:
Jack decided to call the director of sales and marketing (Phil Johnson) and ask about the forecast. This is how the conversation went:
jack: "I wanted to ask about the demand forecast for the V27 gear line. You said it was 16,000. How did you come up with that number?"
phil: "Because that is what we plan to sell."
jack: "Do you have or expect to have any new customers for the V27 line?"
phil: "No."
jack: "Do any of your customers have any new applications that use the V27 gears?"
phil: "Not that I know of."
jack: "Do any of your customers have or expect to have new customers for their products that use our V27 gears?"
phil: "Not that I know of."
jack: "Are any of your customers experiencing growth in their products that use V27 gears?"
phil: "Not that I know of".
jack: "Well then why do you think you will sell 16,000."
phil: "Because that is what we plan to sell-and you hadn't better disappoint any of our customers or be late with any of their orders!"
Jack hung up the phone and seriously wondered what he was to do. If he ended up with too much inventory or disappointed any customers, he knew the general manager would blame him. He knew it could be a big mistake to try to put the blame back on the director of sales and marketing because not only was the director of sales and marketing at a higher level in the company, but he was also a personal friend of the general manager. Jack knew they often played golf together on weekends and that their families frequently attended social events together.
Develop a recommendation for Jack and the Hatcher Gear Company to use in the long run, specifically to try to minimize the current dilemma from occurring again.

Unlock Deck
Sign up to unlock the cards in this deck!
Unlock Deck
Unlock Deck
1/48
Play
Full screen (f)
Deck 8: Forecasting and Demand Management
1
Over the past three months, the demand for a product has been 255, 219, and 231. Calculate the three-month moving average forecast for month 4. If the actual demand in month 4 is 228, calculate the forecast for month 5.
Calculate forecast for month 4 and for month 5:
Moving average is the method used for forecasting. A moving average is normally used with time series data to stabilize short-term fluctuations and emphasize longer-term trends or cycles.
Analysis:
The demand for product for last three months is 225, 219, and 231 respectively. The firm uses three months moving average method to forecast the demand for next month. Using three months moving average, the forecast is calculated by making the total of demand for last three months and divided this total by the number of total months. Following table shows the details.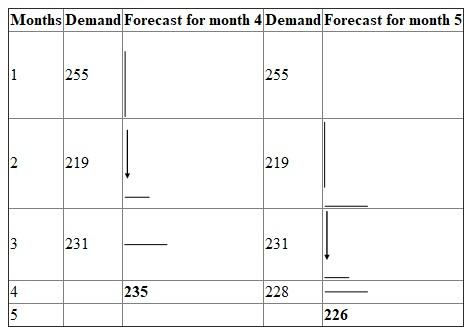 (a) Calculate the forecast for month 4 using three month moving average:
(a) Calculate the forecast for month 4 using three month moving average:  (b) Calculate the forecast for month 5 assuming the actual demand in 4 th month is 228.
(b) Calculate the forecast for month 5 assuming the actual demand in 4 th month is 228. 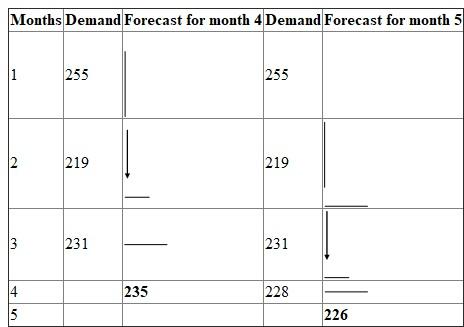 3
3
Conclusion :
The forecast for month 4 is 235. If the demand for month 4 is taken as 228, then the forecast for month 5 is 226.
Moving average is the method used for forecasting. A moving average is normally used with time series data to stabilize short-term fluctuations and emphasize longer-term trends or cycles.
Analysis:
The demand for product for last three months is 225, 219, and 231 respectively. The firm uses three months moving average method to forecast the demand for next month. Using three months moving average, the forecast is calculated by making the total of demand for last three months and divided this total by the number of total months. Following table shows the details.
(a) Calculate the forecast for month 4 using three month moving average: (b) Calculate the forecast for month 5 assuming the actual demand in 4 th month is 228. 3Conclusion :
The forecast for month 4 is 235. If the demand for month 4 is taken as 228, then the forecast for month 5 is 226.
2
What is demand management? What functions does it include?
Demand management is the activity of identifying and organizing all demands for goods or services. Demand management is the process related to managing the customers' requirements with capacity of the supplier.
Demand management takes place for a short, long and medium term. A good demand management allows the company to be more practical in anticipation of demand.
The demand management includes the function of forecasting, order processing, delivery promises and the association of the manufacturing planning and manage and the marketplace. Every above function is designed to respond to the estimated demand.
Demand management takes place for a short, long and medium term. A good demand management allows the company to be more practical in anticipation of demand.
The demand management includes the function of forecasting, order processing, delivery promises and the association of the manufacturing planning and manage and the marketplace. Every above function is designed to respond to the estimated demand.
3
Given the following data, calculate the three-month moving average forecasts for months 4, 5, 6, and 7.
Calculate forecast for month 4, 5, 6 and 7 using three- month moving average :
Moving average is the method used for forecasting. A moving average is normally used with time series data to stabilize short-term fluctuations and emphasize longer-term trends or cycles.
Analysis :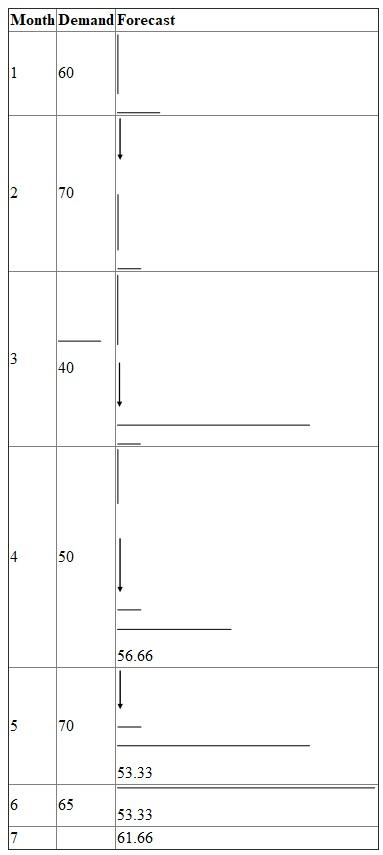 (a) Calculate the forecast for month 4 using three month moving average:
(a) Calculate the forecast for month 4 using three month moving average:  2
2
(b) Calculate the forecast for month 5 using three month moving average. 3
3
(c) Calculate the forecast for month 6 using three month moving average: 4
4
(d) Calculate the forecast for month 7 using three month moving average. 5
5
Conculsion :
The forecast for the month 4, 5, 6, and 7 using three-month moving average is 56.33, 53.33, 53.33 and 61.66 respectively.
Moving average is the method used for forecasting. A moving average is normally used with time series data to stabilize short-term fluctuations and emphasize longer-term trends or cycles.
Analysis :
(a) Calculate the forecast for month 4 using three month moving average: 2(b) Calculate the forecast for month 5 using three month moving average.
3(c) Calculate the forecast for month 6 using three month moving average:
4(d) Calculate the forecast for month 7 using three month moving average.
5Conculsion :
The forecast for the month 4, 5, 6, and 7 using three-month moving average is 56.33, 53.33, 53.33 and 61.66 respectively.
4
Why must we forecast?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
5
Monthly demand over the past 10 months is given in what follows.
a. Graph the demand.
b. What is your best guess for the demand for month 11?
c. Using a three-month moving average, calculate the forecasts for months 4, 5, 6, 7, 8, 9, 10, and 11.
a. Graph the demand.
b. What is your best guess for the demand for month 11?
c. Using a three-month moving average, calculate the forecasts for months 4, 5, 6, 7, 8, 9, 10, and 11.
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
6
What factors influence the demand for a firm's products?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
7
If the forecast for February was 122 and actual demand was 135, what would be the forecast for March if the smoothing constant ( ) is 0.15? Use exponential smoothing for your calculation.
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
8
Describe the purpose of forecasting for strategic business planning, production planning, and master production scheduling.
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
9
If the old forecast is 100 and the latest actual demand is 83, what is the exponentially smoothed forecast for the next period? Alpha is 0.25.
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
10
The text describes three characteristics of demand. Name and describe each.
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
11
Using exponential smoothing, calculate the forecasts for months 2, 3, 4, 5, and 6. The smoothing constant is 0.2, and the old forecast for month 1 is 245.
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
12
Describe trend, seasonality, random variation, and cycle as applied to forecasting.
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
13
Using exponential smoothing, calculate the forecasts for the same months as in problem 8.3c. The old average for month 3 was 96 and a = 0.4. What is the difference between the two forecasts for month 11?
(Reference Problem 8.3)
(Reference Problem 8.3)
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
14
The text discusses four principles of forecasting. Name and describe each.
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
15
Weekly demand for an item averaged 100 units over the past year. Actual demand for the next eight weeks is shown in what follows:
a. Plot the data on graph paper.
b. Letting ? = 0.25, calculate the smoothed forecast for each week.
c. Comment on how well the forecast is tracking actual demand. Is it lagging or leading actual demand?
a. Plot the data on graph paper.
b. Letting ? = 0.25, calculate the smoothed forecast for each week.
c. Comment on how well the forecast is tracking actual demand. Is it lagging or leading actual demand?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
16
Name and describe the three principles of data collection.
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
17
If the average demand for the first quarter was 140 and the average demand for all quarters was 175, what is the seasonal index for the first quarter?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
18
Describe the characteristics and differences between qualitative, extrinsic, and intrinsic forecasting techniques.
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
19
Using the data in problem, if the forecast for next year is 800, calculate the forecast for first quarterly demand next year.
problem
If the average demand for the first quarter was 140 and the average demand for all quarters was 175, what is the seasonal index for the first quarter?
problem
If the average demand for the first quarter was 140 and the average demand for all quarters was 175, what is the seasonal index for the first quarter?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
20
Describe and give the advantages and disadvantages of (a) moving averages and (b) exponential smoothing.
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
21
The average demand for January has been 80, and the average annual demand has been 1800. Calculate the seasonal index for January. If the company forecasts annual demand next year at 2000 units, what is the forecast for January next year?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
22
What is a seasonal index? How is it calculated?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
23
Given the following average demand for each month, calculate the seasonal indices for each month. Note that your answer, if done correctly, should have all the seasonal indices add up to the number of periods in the entire season, in this case 12.
Note that your answer, if done correctly, should have all the seasonal indices add up to the number of periods in the entire season, in this case 12. Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
24
What is meant by the term deseasonalized demand ?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
25
Using the data in problem and the seasonal indices you have calculated, calculate expected monthly demand if the annual forecast is 2000 units. problem
Given the following average demand for each month, calculate the seasonal indices for each month. Note that your answer, if done correctly, should have all the seasonal indices add up to the number of periods in the entire season, in this case 12.
problemGiven the following average demand for each month, calculate the seasonal indices for each month.
Note that your answer, if done correctly, should have all the seasonal indices add up to the number of periods in the entire season, in this case 12. Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
26
What is meant by the term tracking the forecast ? In which two ways can forecasts go wrong?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
27
If the actual demand for April was 1440 units and the seasonal index was 2.5, what would be the deseasonalized April demand?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
28
What is bias error in forecasting? What are some of the causes?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
29
Calculate the deseasonalized demands for the following:
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
30
What is random variation?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
31
The old deseasonalized forecast is 100 units, and the actual demand for the last month was 180 units. If the seasonal index for the last month is 1.2 and the next month is 0.8, calculate:
a. The deseasonalized actual demand for the last month.
b. The deseasonalized forecast for next month using exponential smoothing.
c. The forecast of actual demand for the next month.
and the actual demand for the last month was 180 units. If the seasonal index for the last month is 1.2 and the next month is 0.8, calculate: a. The deseasonalized actual demand for the last month.
b. The deseasonalized forecast for next month using exponential smoothing.
c. The forecast of actual demand for the next month.
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
32
What is the mean absolute deviation (MAD)? Why is it useful in forecasting?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
33
The Fast Track Ski Shoppe sells ski goggles during the four months of the ski season. Average demand follows: a. Calculate the deseasonalized sales and the seasonal index for each of the four months.
b. If next year's demand is forecast at 1200 pairs of goggles, what will be the forecast sales for each month?
a. Calculate the deseasonalized sales and the seasonal index for each of the four months.b. If next year's demand is forecast at 1200 pairs of goggles, what will be the forecast sales for each month?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
34
What action should be taken when unacceptable error is found in tracking a forecast?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
35
Given the following forecast and actual demand, calculate the mean absolute deviation.
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
36
What is the P/D ratio? How may it be improved?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
37
For the following data, calculate the mean absolute deviation.
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
38
How would a manufacturer with a P/D ration less than 1 schedule production? How would this affect inventories?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
39
A company uses a tracking signal trigger of ±4 to decide whether a forecast should be reviewed. Given the following history, determine in which period the forecast should be reviewed. MAD for the item is 15. Is there any previous indication that the forecast should be reviewed?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
40
What might it mean if a forecasting method has no bias yet has a large MAD?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
41
Plot the data and describe what you see. What does it mean and how would you use the information from the plot to help you develop a forecast?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
42
Use at least two different methodologies to develop as accurate a forecast as possible for the demand. Use each of those methods to project the next four months demand.
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
43
Which method from question 2 is "better"? How do you know that?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
44
How, if at all, could we use Jan's knowledge of the market to improve the forecast? Would it be better to forecast in quarterly increments instead of monthly? Why or why not?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
45
Are there other possible approaches that might improve Jan's operation and situation? What would they be and how could they help?
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
46
Has Jan's operation grown too large for her to control well? Why or why not? What would you suggest she do? What additional information would you suggest she look for to help her situation
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
47
Hatcher gear Company
Jack Fielding found himself in a real dilemma when the sales and marketing department presented him with the annual sales demand forecast for one of the gear lines. Jack, as materials manager for Hatcher Gears, was responsible for taking the forecast and translating it into projected production needs and, as part of that, requirements for raw material purchasing needs-both in quantities and dates. That fairly routine task went fine until he came to the V27 family of gears.
The V27 family of gears was used by customers in highly stressful applications, and as a result they needed to be made from a highly specialized steel, made with a complex mixture of chemicals. The steel mill made the steel reluctantly, since it required shutting down a furnace and completely cleaning it out in order to avoid contamination. The time and effort to make the furnace ready, in combination with the costly chemicals used to make the steel, meant that the steel was extremely expensive for Hatcher to buy. In addition, the steel company had told Hatcher Gear that they would make only one batch of the steel and only once a year. They had their own annual production plans to execute, and the special steel was simply too disruptive to their production for Hatcher Gears to request any additional steel beyond the one batch during the year. Since Hatcher Gears was the only customer that needed that steel, the steel company required Hatcher to buy all the steel that was made in the batch. The steel company had no desire to maintain a very expensive inventory for Hatcher Gear. As it was, the steel company had reluctantly kept Hatcher Gears as a customer, and his recent attempts to find another steel company willing to make the steel was met with rapid and emphatic refusals.
Those facts meant that Jack must figure out how much steel to buy as accurately as he could-whatever amount he bought had to last him for the remainder of the year. If he bought too little, he might not be able to supply some of the customers for the gears, and that could be disastrous for customer service, and his boss (the general manager) would certainly hold him responsible. In fact, just recently the general manager had again emphasized that the customers for V27 gears were important enough that he wanted to have enough of the steel to be able to supply those customers on time at least 97% of the time, even though the inventory to do that was certainly very expensive. All of their customers for the V27 gears used Hatcher as their single source of supply. But buying too much would also be bad. Jack, being materials manager, essentially "owned" the inventory in the facility, meaning that he was held responsible for all raw, in-process inventory, and finished goods inventory, including aving to answer for the cost of holding that inventory. Having too much of that expensive steel over the year could get him in a lot of trouble with the chief financial officer and the general manager. While the customers for the gears knew the steel was expensive and they were therefore willing to pay a higher price, they were not willing to accept a price increase to help Hatcher pay for excessive inventory. They expected Hatcher to manage that.
Knowing all that, Jack's dilemma was based on looking at the annual sales demand forecast developed by marketing for the V27 gear family of 16,000 gears. When he got that forecast for 16,000, he looked at the sales for the V27 over the last ten years:
Jack decided to call the director of sales and marketing (Phil Johnson) and ask about the forecast. This is how the conversation went:
jack: "I wanted to ask about the demand forecast for the V27 gear line. You said it was 16,000. How did you come up with that number?"
phil: "Because that is what we plan to sell."
jack: "Do you have or expect to have any new customers for the V27 line?"
phil: "No."
jack: "Do any of your customers have any new applications that use the V27 gears?"
phil: "Not that I know of."
jack: "Do any of your customers have or expect to have new customers for their products that use our V27 gears?"
phil: "Not that I know of."
jack: "Are any of your customers experiencing growth in their products that use V27 gears?"
phil: "Not that I know of".
jack: "Well then why do you think you will sell 16,000."
phil: "Because that is what we plan to sell-and you hadn't better disappoint any of our customers or be late with any of their orders!"
Jack hung up the phone and seriously wondered what he was to do. If he ended up with too much inventory or disappointed any customers, he knew the general manager would blame him. He knew it could be a big mistake to try to put the blame back on the director of sales and marketing because not only was the director of sales and marketing at a higher level in the company, but he was also a personal friend of the general manager. Jack knew they often played golf together on weekends and that their families frequently attended social events together.
Try to help Jack out with a short-term solution. Help him come up with how much steel to buy-enough to cover production of how many V27 gears over the next year? After you come up with a number, justify your solution. Be as comprehensive as possible in the justification-include all possible options, discussing why you reject those you reject and why you accepted your recommendation.
Jack Fielding found himself in a real dilemma when the sales and marketing department presented him with the annual sales demand forecast for one of the gear lines. Jack, as materials manager for Hatcher Gears, was responsible for taking the forecast and translating it into projected production needs and, as part of that, requirements for raw material purchasing needs-both in quantities and dates. That fairly routine task went fine until he came to the V27 family of gears.
The V27 family of gears was used by customers in highly stressful applications, and as a result they needed to be made from a highly specialized steel, made with a complex mixture of chemicals. The steel mill made the steel reluctantly, since it required shutting down a furnace and completely cleaning it out in order to avoid contamination. The time and effort to make the furnace ready, in combination with the costly chemicals used to make the steel, meant that the steel was extremely expensive for Hatcher to buy. In addition, the steel company had told Hatcher Gear that they would make only one batch of the steel and only once a year. They had their own annual production plans to execute, and the special steel was simply too disruptive to their production for Hatcher Gears to request any additional steel beyond the one batch during the year. Since Hatcher Gears was the only customer that needed that steel, the steel company required Hatcher to buy all the steel that was made in the batch. The steel company had no desire to maintain a very expensive inventory for Hatcher Gear. As it was, the steel company had reluctantly kept Hatcher Gears as a customer, and his recent attempts to find another steel company willing to make the steel was met with rapid and emphatic refusals.
Those facts meant that Jack must figure out how much steel to buy as accurately as he could-whatever amount he bought had to last him for the remainder of the year. If he bought too little, he might not be able to supply some of the customers for the gears, and that could be disastrous for customer service, and his boss (the general manager) would certainly hold him responsible. In fact, just recently the general manager had again emphasized that the customers for V27 gears were important enough that he wanted to have enough of the steel to be able to supply those customers on time at least 97% of the time, even though the inventory to do that was certainly very expensive. All of their customers for the V27 gears used Hatcher as their single source of supply. But buying too much would also be bad. Jack, being materials manager, essentially "owned" the inventory in the facility, meaning that he was held responsible for all raw, in-process inventory, and finished goods inventory, including aving to answer for the cost of holding that inventory. Having too much of that expensive steel over the year could get him in a lot of trouble with the chief financial officer and the general manager. While the customers for the gears knew the steel was expensive and they were therefore willing to pay a higher price, they were not willing to accept a price increase to help Hatcher pay for excessive inventory. They expected Hatcher to manage that.
Knowing all that, Jack's dilemma was based on looking at the annual sales demand forecast developed by marketing for the V27 gear family of 16,000 gears. When he got that forecast for 16,000, he looked at the sales for the V27 over the last ten years:
Jack decided to call the director of sales and marketing (Phil Johnson) and ask about the forecast. This is how the conversation went:
jack: "I wanted to ask about the demand forecast for the V27 gear line. You said it was 16,000. How did you come up with that number?"
phil: "Because that is what we plan to sell."
jack: "Do you have or expect to have any new customers for the V27 line?"
phil: "No."
jack: "Do any of your customers have any new applications that use the V27 gears?"
phil: "Not that I know of."
jack: "Do any of your customers have or expect to have new customers for their products that use our V27 gears?"
phil: "Not that I know of."
jack: "Are any of your customers experiencing growth in their products that use V27 gears?"
phil: "Not that I know of".
jack: "Well then why do you think you will sell 16,000."
phil: "Because that is what we plan to sell-and you hadn't better disappoint any of our customers or be late with any of their orders!"
Jack hung up the phone and seriously wondered what he was to do. If he ended up with too much inventory or disappointed any customers, he knew the general manager would blame him. He knew it could be a big mistake to try to put the blame back on the director of sales and marketing because not only was the director of sales and marketing at a higher level in the company, but he was also a personal friend of the general manager. Jack knew they often played golf together on weekends and that their families frequently attended social events together.
Try to help Jack out with a short-term solution. Help him come up with how much steel to buy-enough to cover production of how many V27 gears over the next year? After you come up with a number, justify your solution. Be as comprehensive as possible in the justification-include all possible options, discussing why you reject those you reject and why you accepted your recommendation.
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
48
Hatcher gear Company
Jack Fielding found himself in a real dilemma when the sales and marketing department presented him with the annual sales demand forecast for one of the gear lines. Jack, as materials manager for Hatcher Gears, was responsible for taking the forecast and translating it into projected production needs and, as part of that, requirements for raw material purchasing needs-both in quantities and dates. That fairly routine task went fine until he came to the V27 family of gears.
The V27 family of gears was used by customers in highly stressful applications, and as a result they needed to be made from a highly specialized steel, made with a complex mixture of chemicals. The steel mill made the steel reluctantly, since it required shutting down a furnace and completely cleaning it out in order to avoid contamination. The time and effort to make the furnace ready, in combination with the costly chemicals used to make the steel, meant that the steel was extremely expensive for Hatcher to buy. In addition, the steel company had told Hatcher Gear that they would make only one batch of the steel and only once a year. They had their own annual production plans to execute, and the special steel was simply too disruptive to their production for Hatcher Gears to request any additional steel beyond the one batch during the year. Since Hatcher Gears was the only customer that needed that steel, the steel company required Hatcher to buy all the steel that was made in the batch. The steel company had no desire to maintain a very expensive inventory for Hatcher Gear. As it was, the steel company had reluctantly kept Hatcher Gears as a customer, and his recent attempts to find another steel company willing to make the steel was met with rapid and emphatic refusals.
Those facts meant that Jack must figure out how much steel to buy as accurately as he could-whatever amount he bought had to last him for the remainder of the year. If he bought too little, he might not be able to supply some of the customers for the gears, and that could be disastrous for customer service, and his boss (the general manager) would certainly hold him responsible. In fact, just recently the general manager had again emphasized that the customers for V27 gears were important enough that he wanted to have enough of the steel to be able to supply those customers on time at least 97% of the time, even though the inventory to do that was certainly very expensive. All of their customers for the V27 gears used Hatcher as their single source of supply. But buying too much would also be bad. Jack, being materials manager, essentially "owned" the inventory in the facility, meaning that he was held responsible for all raw, in-process inventory, and finished goods inventory, including aving to answer for the cost of holding that inventory. Having too much of that expensive steel over the year could get him in a lot of trouble with the chief financial officer and the general manager. While the customers for the gears knew the steel was expensive and they were therefore willing to pay a higher price, they were not willing to accept a price increase to help Hatcher pay for excessive inventory. They expected Hatcher to manage that.
Knowing all that, Jack's dilemma was based on looking at the annual sales demand forecast developed by marketing for the V27 gear family of 16,000 gears. When he got that forecast for 16,000, he looked at the sales for the V27 over the last ten years:
Jack decided to call the director of sales and marketing (Phil Johnson) and ask about the forecast. This is how the conversation went:
jack: "I wanted to ask about the demand forecast for the V27 gear line. You said it was 16,000. How did you come up with that number?"
phil: "Because that is what we plan to sell."
jack: "Do you have or expect to have any new customers for the V27 line?"
phil: "No."
jack: "Do any of your customers have any new applications that use the V27 gears?"
phil: "Not that I know of."
jack: "Do any of your customers have or expect to have new customers for their products that use our V27 gears?"
phil: "Not that I know of."
jack: "Are any of your customers experiencing growth in their products that use V27 gears?"
phil: "Not that I know of".
jack: "Well then why do you think you will sell 16,000."
phil: "Because that is what we plan to sell-and you hadn't better disappoint any of our customers or be late with any of their orders!"
Jack hung up the phone and seriously wondered what he was to do. If he ended up with too much inventory or disappointed any customers, he knew the general manager would blame him. He knew it could be a big mistake to try to put the blame back on the director of sales and marketing because not only was the director of sales and marketing at a higher level in the company, but he was also a personal friend of the general manager. Jack knew they often played golf together on weekends and that their families frequently attended social events together.
Develop a recommendation for Jack and the Hatcher Gear Company to use in the long run, specifically to try to minimize the current dilemma from occurring again.
Jack Fielding found himself in a real dilemma when the sales and marketing department presented him with the annual sales demand forecast for one of the gear lines. Jack, as materials manager for Hatcher Gears, was responsible for taking the forecast and translating it into projected production needs and, as part of that, requirements for raw material purchasing needs-both in quantities and dates. That fairly routine task went fine until he came to the V27 family of gears.
The V27 family of gears was used by customers in highly stressful applications, and as a result they needed to be made from a highly specialized steel, made with a complex mixture of chemicals. The steel mill made the steel reluctantly, since it required shutting down a furnace and completely cleaning it out in order to avoid contamination. The time and effort to make the furnace ready, in combination with the costly chemicals used to make the steel, meant that the steel was extremely expensive for Hatcher to buy. In addition, the steel company had told Hatcher Gear that they would make only one batch of the steel and only once a year. They had their own annual production plans to execute, and the special steel was simply too disruptive to their production for Hatcher Gears to request any additional steel beyond the one batch during the year. Since Hatcher Gears was the only customer that needed that steel, the steel company required Hatcher to buy all the steel that was made in the batch. The steel company had no desire to maintain a very expensive inventory for Hatcher Gear. As it was, the steel company had reluctantly kept Hatcher Gears as a customer, and his recent attempts to find another steel company willing to make the steel was met with rapid and emphatic refusals.
Those facts meant that Jack must figure out how much steel to buy as accurately as he could-whatever amount he bought had to last him for the remainder of the year. If he bought too little, he might not be able to supply some of the customers for the gears, and that could be disastrous for customer service, and his boss (the general manager) would certainly hold him responsible. In fact, just recently the general manager had again emphasized that the customers for V27 gears were important enough that he wanted to have enough of the steel to be able to supply those customers on time at least 97% of the time, even though the inventory to do that was certainly very expensive. All of their customers for the V27 gears used Hatcher as their single source of supply. But buying too much would also be bad. Jack, being materials manager, essentially "owned" the inventory in the facility, meaning that he was held responsible for all raw, in-process inventory, and finished goods inventory, including aving to answer for the cost of holding that inventory. Having too much of that expensive steel over the year could get him in a lot of trouble with the chief financial officer and the general manager. While the customers for the gears knew the steel was expensive and they were therefore willing to pay a higher price, they were not willing to accept a price increase to help Hatcher pay for excessive inventory. They expected Hatcher to manage that.
Knowing all that, Jack's dilemma was based on looking at the annual sales demand forecast developed by marketing for the V27 gear family of 16,000 gears. When he got that forecast for 16,000, he looked at the sales for the V27 over the last ten years:
Jack decided to call the director of sales and marketing (Phil Johnson) and ask about the forecast. This is how the conversation went:
jack: "I wanted to ask about the demand forecast for the V27 gear line. You said it was 16,000. How did you come up with that number?"
phil: "Because that is what we plan to sell."
jack: "Do you have or expect to have any new customers for the V27 line?"
phil: "No."
jack: "Do any of your customers have any new applications that use the V27 gears?"
phil: "Not that I know of."
jack: "Do any of your customers have or expect to have new customers for their products that use our V27 gears?"
phil: "Not that I know of."
jack: "Are any of your customers experiencing growth in their products that use V27 gears?"
phil: "Not that I know of".
jack: "Well then why do you think you will sell 16,000."
phil: "Because that is what we plan to sell-and you hadn't better disappoint any of our customers or be late with any of their orders!"
Jack hung up the phone and seriously wondered what he was to do. If he ended up with too much inventory or disappointed any customers, he knew the general manager would blame him. He knew it could be a big mistake to try to put the blame back on the director of sales and marketing because not only was the director of sales and marketing at a higher level in the company, but he was also a personal friend of the general manager. Jack knew they often played golf together on weekends and that their families frequently attended social events together.
Develop a recommendation for Jack and the Hatcher Gear Company to use in the long run, specifically to try to minimize the current dilemma from occurring again.
Unlock Deck
Unlock for access to all 48 flashcards in this deck.
Unlock Deck
k this deck
Unlock Deck
Unlock for access to all 48 flashcards in this deck.



